
針對軸承生產企業套圈生產過程中普遍存在端面缺陷的問題與人工目檢的現狀,提出了 基于機器視覺的軸承套圈端面缺陷在線檢測方法 。首先,對套圈圖像預處理后進行邊緣檢測,采用四連通域定位套圈端面區域;其次,采用最小二乘法擬合端面輪廓以判別外形缺陷,采用極坐標變換將套圈環形端面拉伸成矩形,采用Sauvola局部二值化算法對矩形圖進行缺陷分割,并通過坐標系反變換與雙線性插值法將缺陷圖轉換回環形圖;最后,根據提取缺陷的圖像特征完成缺陷的識別與分類。現場測試表明, 套圈端面檢測系統的整體識別準確率達98.6%。
軸承是保證機械裝備回轉精度不可或缺的基礎部件,軸承套圈在經過平面磨削加工后,其端面可能依然存在鍛廢、大小邊、磕碰傷、車廢、磨傷、黑皮等外觀缺陷。如果套圈端面存在缺陷,其作為外圓無心磨等后序工位的定位面,勢必影響加工精度和軸承的回轉精度,可能導致軸承使用過程中產生噪聲和振動,從而加速磨損,甚至引發機器故障。另一方面,端面缺陷套圈進入后續工序加工后剔除或成品進入市場后召回,都會給企業帶來物資與人力成本的極大浪費。因此,必須在平面磨削加工后將缺陷品剔除,避免流入后續工序。
目前,大多企業仍憑借質檢員肉眼與主觀經驗對套圈進行鑒定與判斷,質檢結果易受人為因素影響,檢驗標準難以保持一致,穩定性差且易漏檢。機器視覺具有精度高、效率高、實時性好等優點,是替代人工檢測的有效方法,例如:文獻[2]采用改進Otsu方法進行閾值化處理,利用八連通域標記識別技術實現了軸承端面的非接觸檢測;文獻[3]利用紋理單元解決了空氣軸承表面變化的光照強度影響圖像采集的問題。
在上述研究的基礎上,本文提出一種軸承套圈端面缺陷在線視覺檢測方法,采用四連通域、種子填 充算 法定位檢測區域,Sauvola局部二值化算法進行圖像分割,并基于多特征的外觀缺陷 識別 方 法判別缺陷。
1、光源選擇與檢測區域定位
1.1 光源選擇
光源是視覺檢測系統不可或缺的組成部分,直接關系到成像質量。良好的照明方式可以凸顯目標區域的特征,減輕圖像處理工作量。
端面缺陷檢測成像面為圓環形金屬端面,具有一定的鏡面發射效應,且被測套圈尺寸跨度大,故采用球積分漫反射無影照明方式,照射面積大,光線集中且照射均勻,不會形成鏡面反射,如圖1所示。
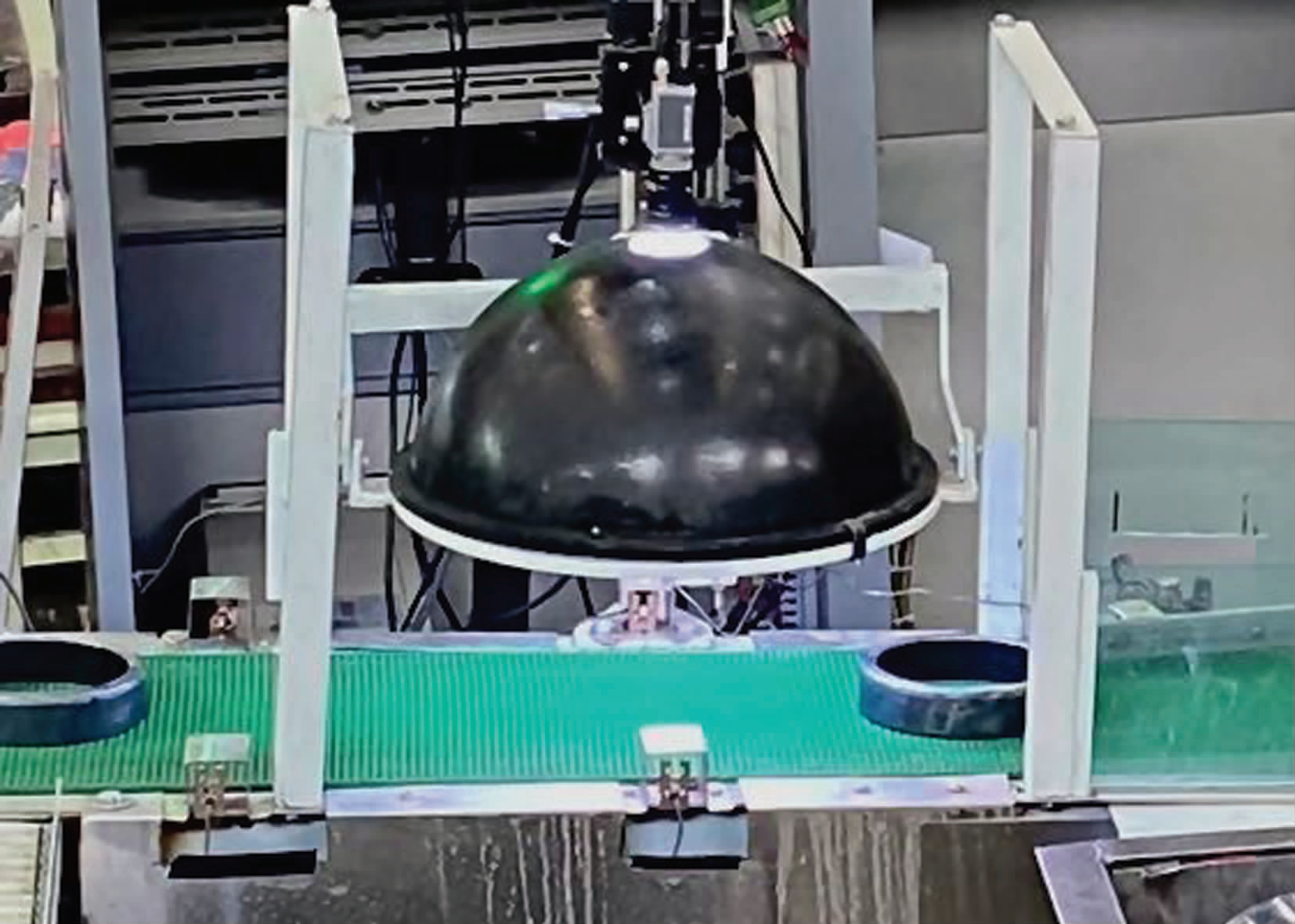
圖1 球積分漫反射無影照明
Fig.1 Spherical integral diffuse reflection shadowless illumination
1.2 圖像預處理
圖像捕獲過程中存在的噪聲與干擾會降低圖像質量,增加后續邊緣檢測與圖像分割的難度因此,需要對原始圖像進行一定的預處理,消除圖像中的噪聲與干擾,均值濾波、高斯濾波、中值濾波的對比效果如圖2所示。由于端面環形區域外為背景區域,灰度值較低,均值濾波處理后的環形區域明暗對比變弱,圖像也變得模糊;中值濾波處理后的端面邊緣部分被黑色區域影響,邊緣細節丟失;而高斯濾波由于加權平均的特點,在去除噪聲的同時可以很好地保留圓環及其邊緣的細節。針對套圈端面區域與背景區域對比較大,并且需要檢測出細小缺陷的特點,選取大小為3×3,標準差為1的濾波窗口進行高斯濾波。
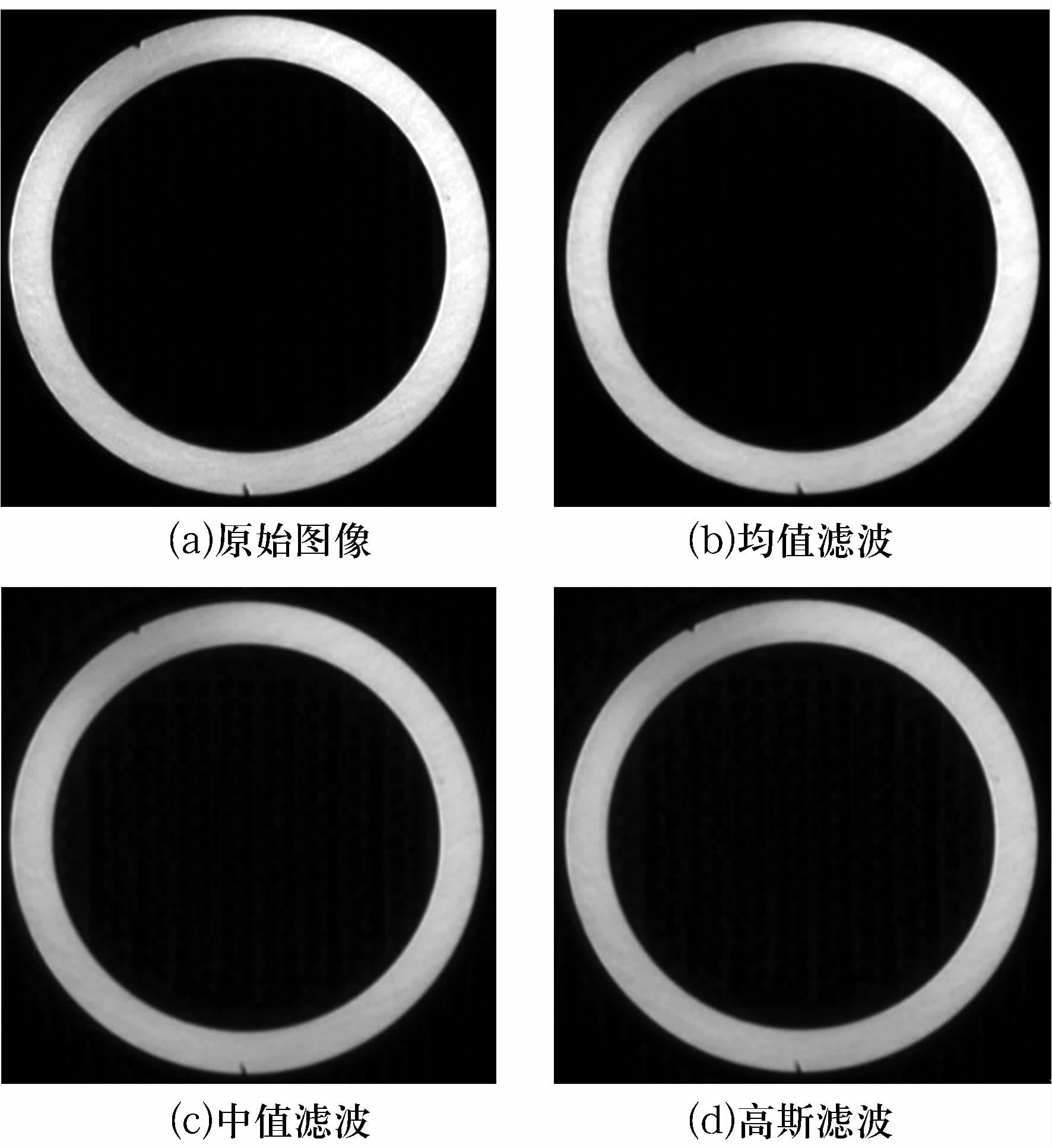
圖2 不同濾波方式效果圖
Fig.2 Effect diagram by different filtering methods
1.3 邊緣檢測
邊緣檢測是通過識別圖像中亮度發生明顯變化的部分確定需要識別圖像邊緣的位置。區域內灰度突變反映了圖像的重要變化,是價值極高的圖像特征。針對本研究,邊緣檢測可以很好地完成套圈端面區域與背景區域的劃分,更容易實現檢測區域的定位,為下一步處理做好準備工作。
常用的邊緣檢測算子包括Canny 算子、Sobel算子與Laplacian算子 。Sobel算子對噪聲和灰度漸變的邊緣適應能力較強,但對圖像有平滑處理功能,適用于對精度要求不高的場合;Laplacian算子對噪聲的抗干擾能力較差,會將無效像素視為邊緣點,但會突出邊緣的對比度,適用于圖像銳化場景; Canny算子具備錯誤率低,定位能力強,邊緣像素響應單一等特性,被稱為最優秀的邊緣檢測器。3種算子的對比如圖3所示,Canny算子的抗噪聲干擾能力更強,對邊緣的定位能力較強,能檢測出真正的弱邊緣。因此,本文選取高低閾值比率為2:1的Canny 算子提取套圈端面圓環的2條輪廓。
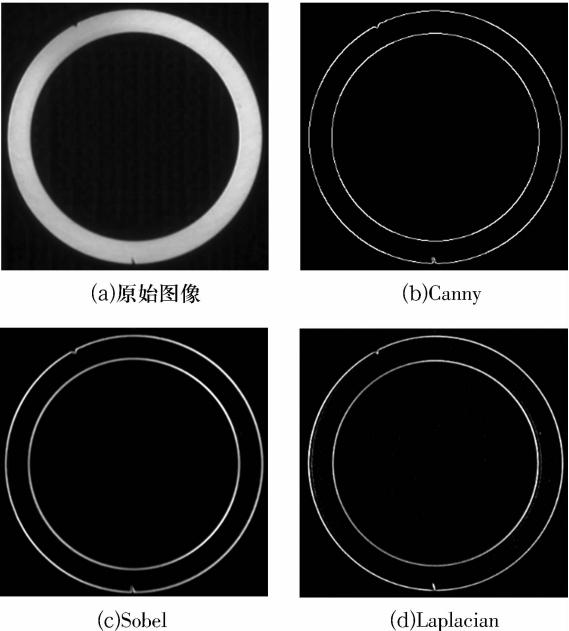
圖3 各算子邊緣檢測效果對比
Fig.3 Comparison of edge inspection effects of various operators
1.4 端面定位
檢測區域定位有2種方法:1)對邊緣輪廓進行最小二乘法擬合得到大小圓圓心與半徑,根據像素點是否在小圓外、大圓內進行端面定位;2)利用四連通域法進行端面區域定位。大量試驗表明,由于鏡頭畸變和套圈端面倒角的影響,第1種方法偶爾會出現實際端面點沒有包含在擬合端面內的情況,造成誤檢或漏檢,因此本文利用四連通域法進行端面區域定位。
坐標(x,y)處的像素點Р有上下左右4個相鄰像素,坐標分別為(x,y-1),(x,y+1) ,(x-1,y) ,(x+1,y),這4個像素點表示Р的四鄰域,用N 4(P)表示。點P的4個對角點與四鄰域一起稱為Р的八鄰域,用N 8(P)表示,其中4個對角點的坐標分別為(x-1,y-1 ),(x-1,y+1) , (x+1,y-1),(x+1 ,y+1)。四鄰域與八鄰域的示意圖如圖4所示,圖中灰色區域表示Р點鄰域。如果2個像素鄰接,則稱這2個像素是連通的,圖4a中灰色區域與Р點為四連通。
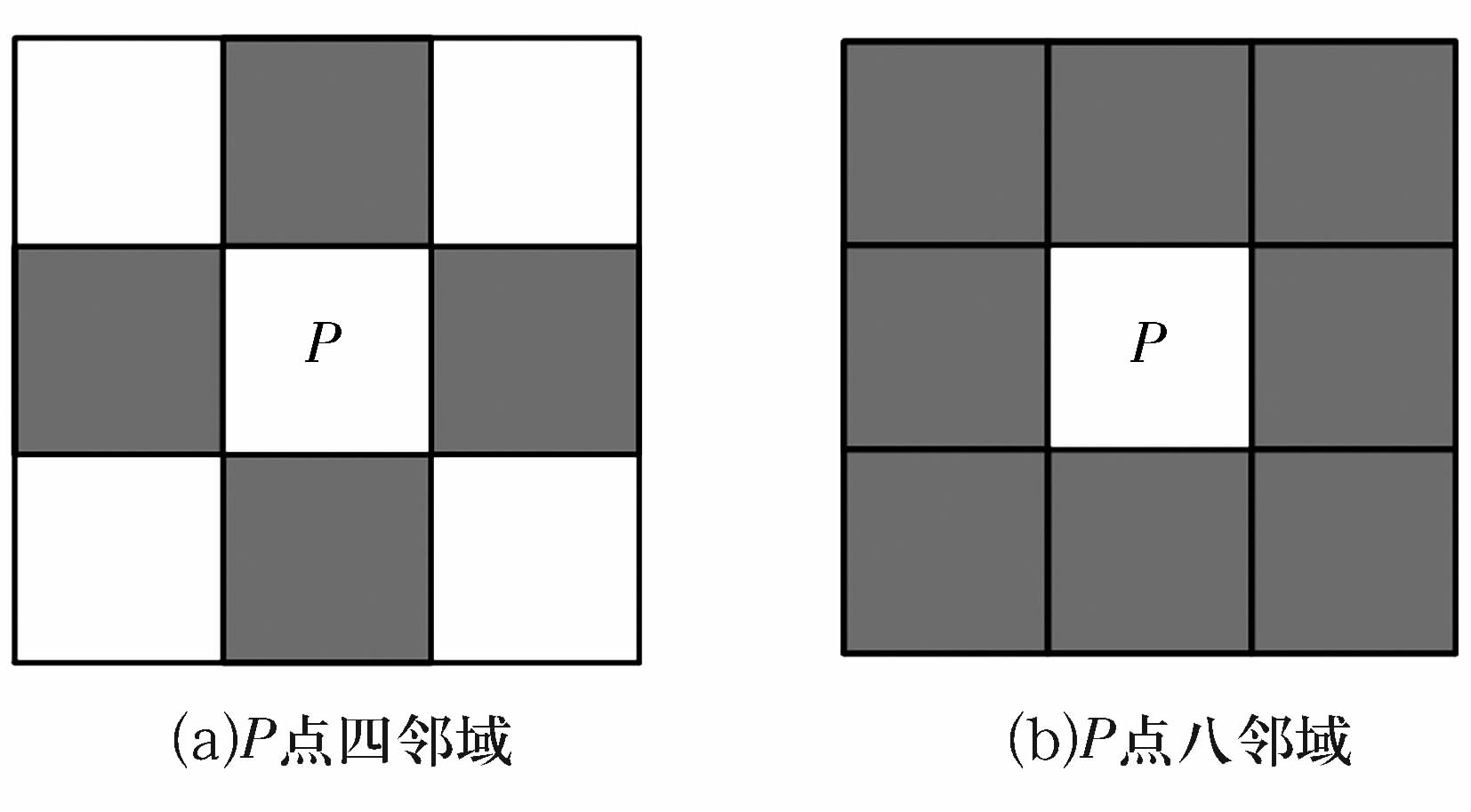
圖4 四鄰域與八鄰域示意圖
Fig.4 Diagram of P point four neighborhood and eight neighborhood
邊緣檢測提取的輪廓基于八鄰域連接且圖像為二值圖,因此可以利用種子填充算法定位檢測區域,操作步驟如圖5所示:
1)在端面區域內找到一個前景像素點Р作為初始種子,設初始種子為(x min+(r max-r min)/2,y min)即可,將Р點壓入棧中并做好標記。
2)將Р點彈出棧頂,遍歷Р點的上下左右4個鄰域點,如果Р點的鄰域點不是輪廓點(像素值為0)或未被標記,則將該鄰域點壓入棧中并做好標記。
3)彈出棧頂鄰域點,遍歷該鄰域點的上下左右4個鄰域點,如果該鄰域點的4個鄰域點不是輪廓點或未被標記,則將該鄰域點壓入棧中并做好標記。
4)重復第3步,直到棧為空,所有鄰域點均被標記。
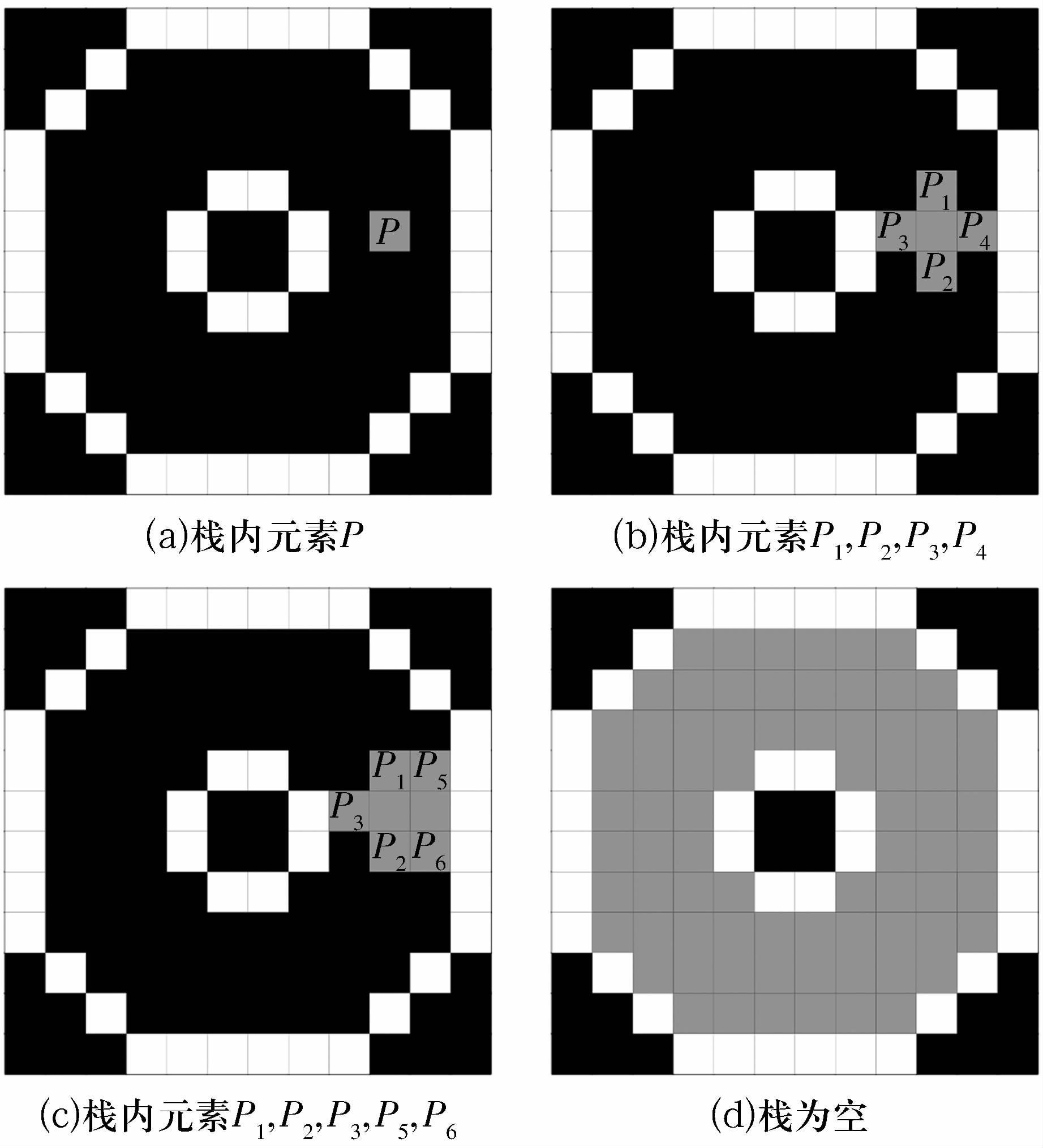
圖5 四鄰接連通域法進行端面定位
Fig.5 Four adjacent connection domain method for end face positioning
至此,便已成功提取端面連通域,此連通域即套圈端面區域(圖6),后續的缺陷檢測只需處理套圈端面區域內的圖像,為節省后續運算時間奠定基礎。
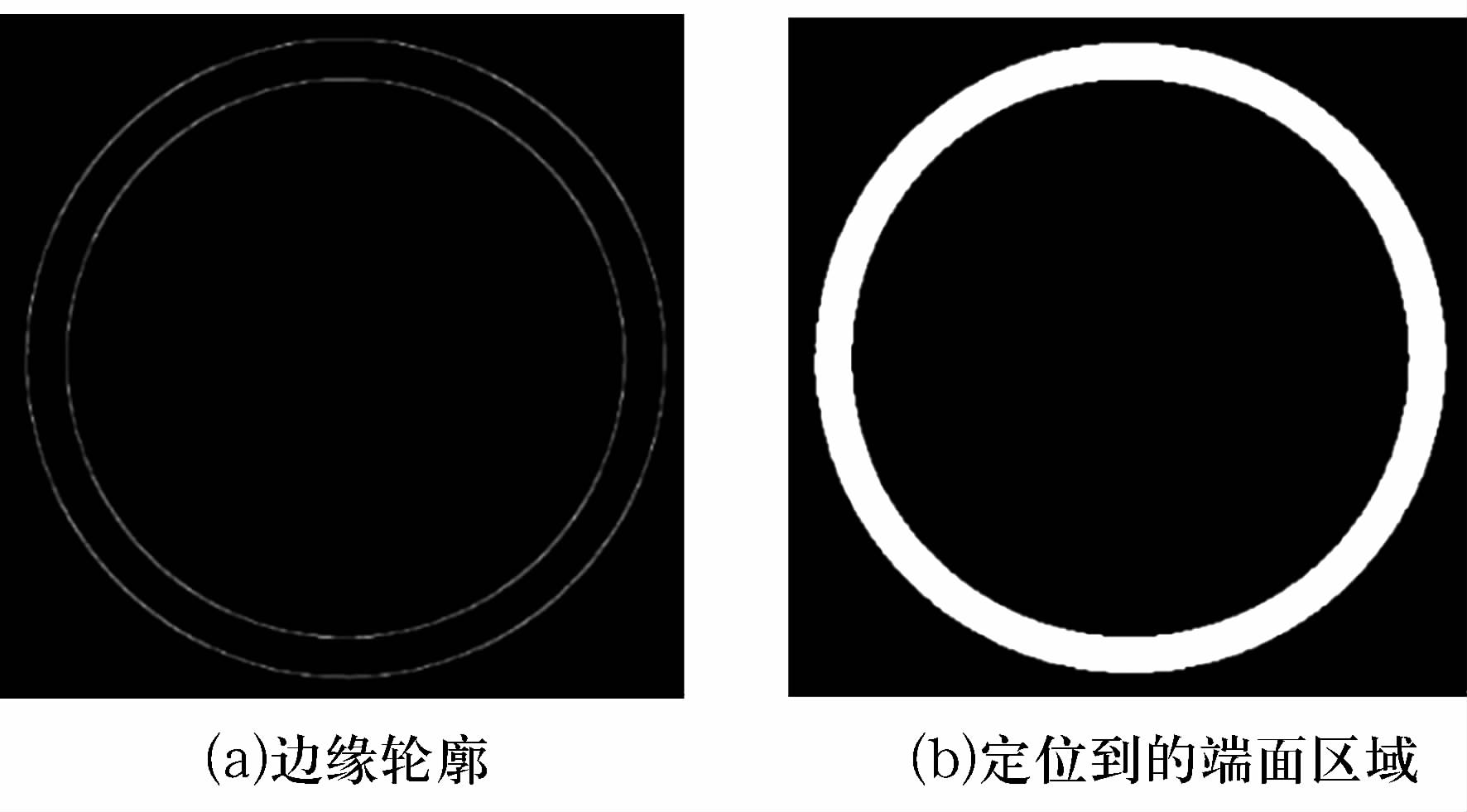
圖6 端面區域定位結果
Fig.6 Positioning result of end face area
2、缺陷檢測
本研究將套圈缺陷分為外形缺陷(大小邊、磕碰傷)和外觀缺陷(車廢、磨傷等端面損傷)。
2.1 外形缺陷判別
對于外形缺陷,用最小二乘法計算所提取2條套圈端面輪廓的大、小圓圓心,通過圓心距離進行判定。如圖7所示:如果大、小圓的圓心距離d c超過設定的閾值D max,則將其判定為大小邊缺陷;如果外圓圓心最短距離d out與外圓半徑r out的差值Δ out超過設定的閾值D out,則將其判定為外圓磕碰傷缺陷;如果內圓圓心最長距離d in與內圓半徑r in的差值Δ in超過設定的閾值D in,則將其判定為外圓磕碰傷缺陷;
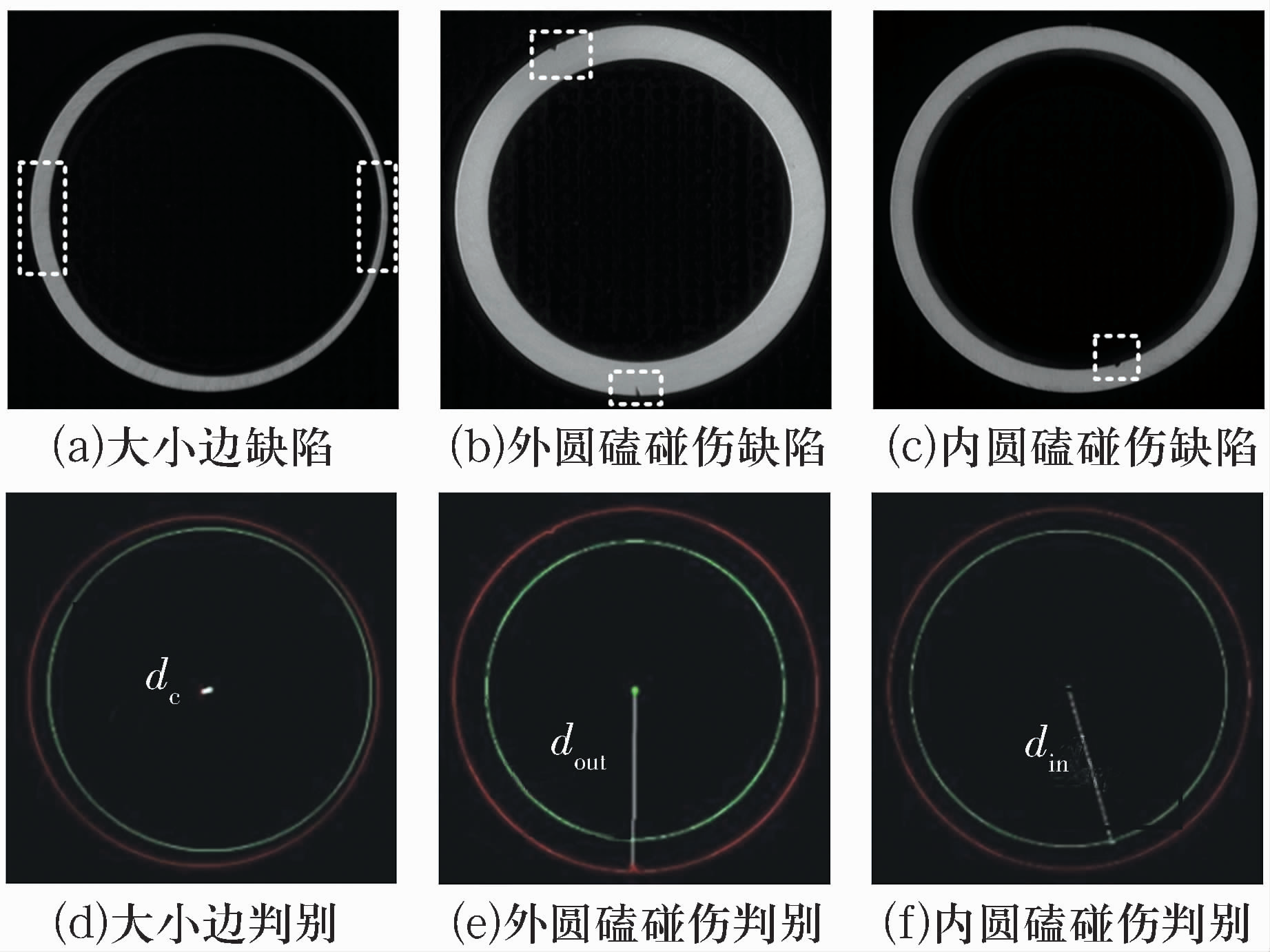
圖7 外形缺陷判別
Fig.7 Discrimination of shape defects
2.2 外觀缺陷判別
2.2.1 圖像坐標系轉換
套圈端面是一個圓環,直接進行圖像分割會被套圈外的黑色區域嚴重干擾而無法正確提取缺陷,因此需要將提取的套圈端面進行坐標系變換,將端面圓環拉伸成便于后續處理的矩形。局部分割算法可以在變換后的矩形中進行,提取缺陷后再將圖像從極坐標系變換至直角坐標系。
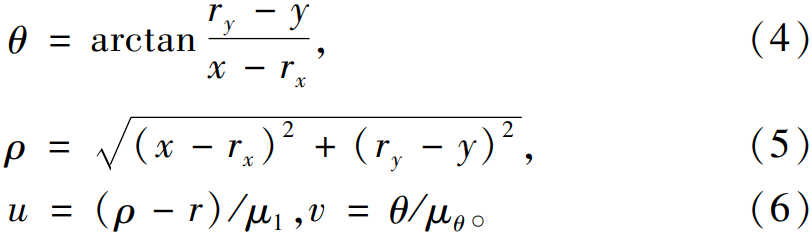
如圖8所示,點P的x,y坐標分別表示其距離原點O的水平距離與垂直距離;點P'的坐標u,v分別表示點Р在圖8a中相對圓心(r x ,r y )的極角與極徑。
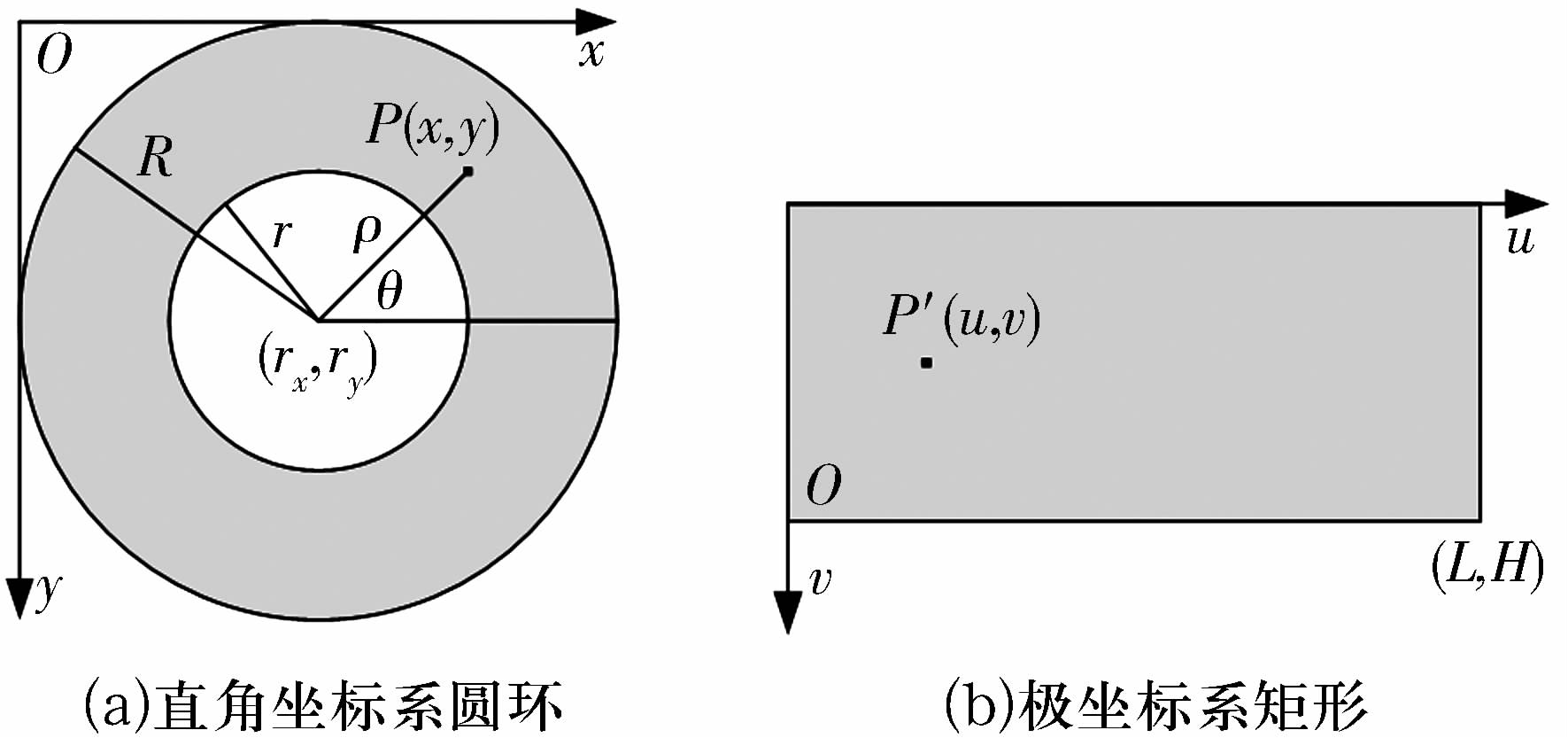
圖8 直角坐標系轉極坐標系
Fig.8 Conversion from Cartesian coordinate system to polar coordinate system
為避免變換后的矩形圖像長寬比過大并提高圖像處理速度,指定變換后的矩形長為 L ,寬為 H ,設定極角比例因子 μθ 為2π/ L ,極徑比例因子 μl 為( R -r)/ H 。對于直角坐標系 Р 點到極坐標系 P' 點的轉換,數學對應關系為

得到Р點與P'點的對應坐標后,便可以將P'點的灰度值設置為Р點最鄰近插值,其關系式為
![]()
式中:f'(u,v)為矩形P'點的像素值;f(x,y)為原圖中Р點的最鄰近插值。
圓環拉伸成矩形的轉換效果如圖9所示,將圓環拉伸成矩形后,對矩形圖的缺陷進行提取。
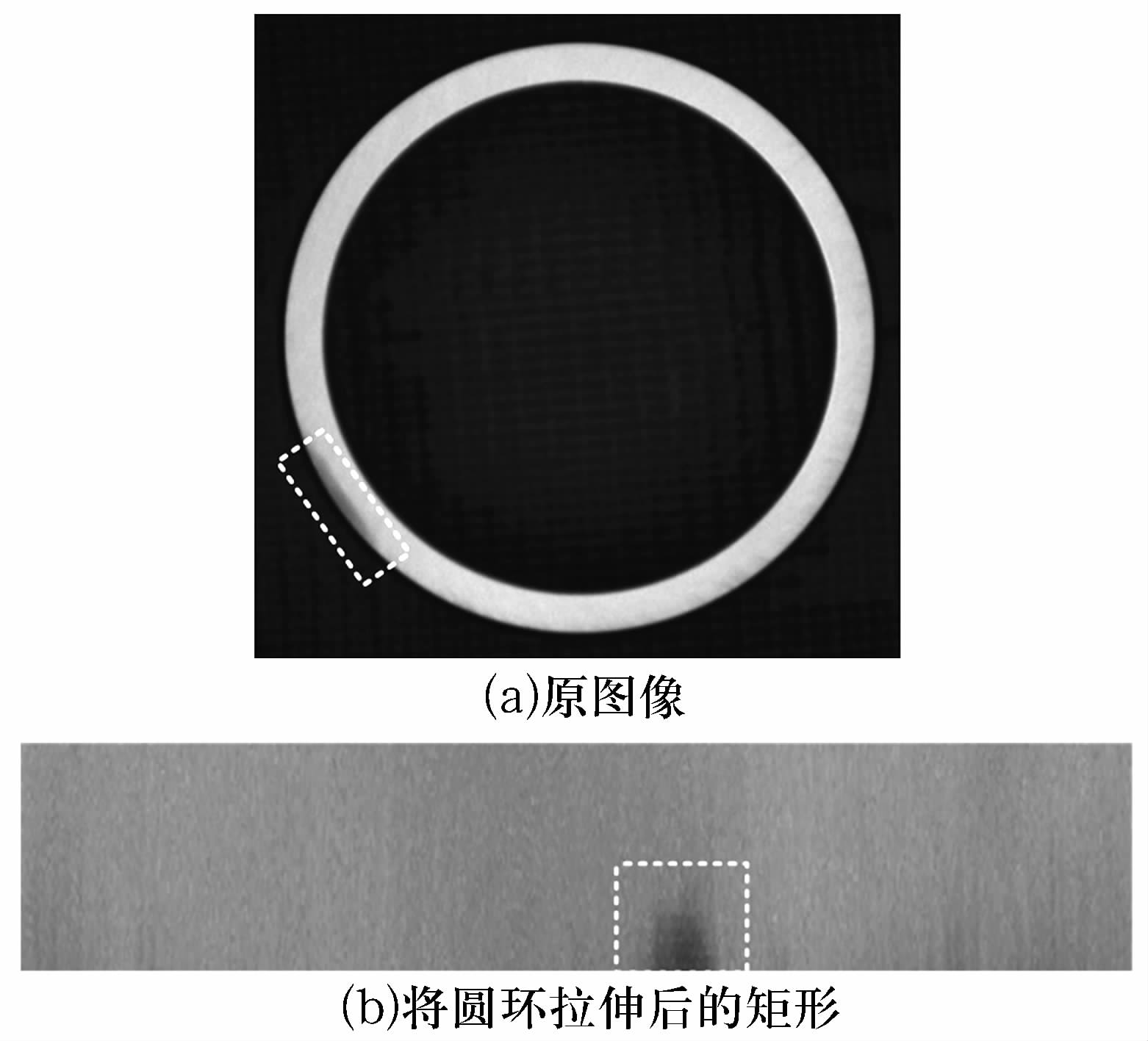
圖9 坐標系轉換效果圖
Fig.9 Coordinate system conversion effect diagram
在矩形圖中利用圖像分割提取缺陷后,為便于判定,需要將缺陷轉換到圓環中,極坐標系轉換為直角坐標系的對應關系為
同理,得到P點與P'點的對應坐標后,便可以將Р點的灰度值設置為P'點灰度值,即
![]()
由于轉成極坐標系時會造成部分像素點丟失,在重新轉換為直角坐標系時不一定會有對應的像素點,而如果直接選取與坐標值距離最近的像素點進行轉換可能會造成失真,因此,在尋找P' 點像素值時需要運用雙線性插值進行轉換。
雙線性插值是在水平方向與垂直方向運用2次線性插值的方法。如圖10所示,P'點為轉換后的未知點,其坐標(u,v)不一定為整數值,距其最近的4個整數點為Q 11(u 1,v 1),Q 12(u 1,v 2),Q 21(u 2,v 1 ),Q 22(u 2,v 2)。首先,在v軸方向根據P'點的v軸坐標值進行插值,在Q 11,Q 12中插人R 1點,在Q 2l,Q 22中插入R 2點;然后,根據P'點的u軸坐標值與插入的R 1點、R 2點在u軸方向插入P'點。P'點像素值的計算公式為
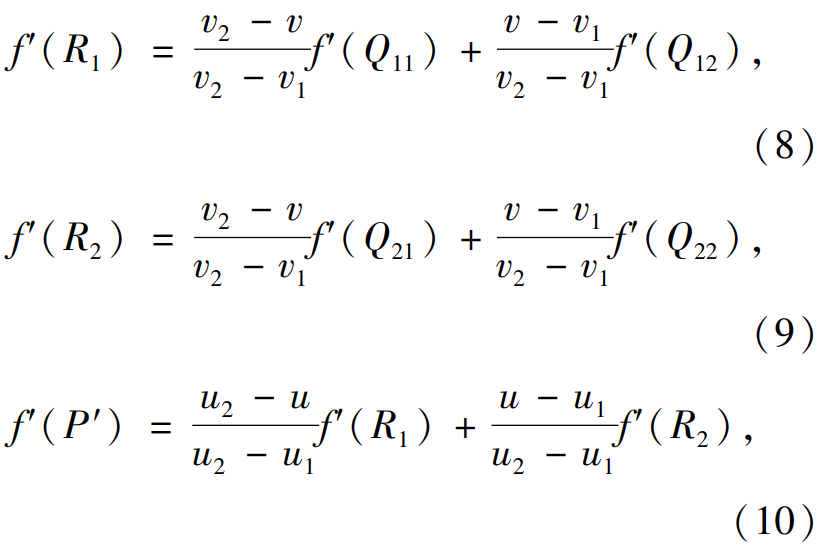
式中: f' ( x )為 x 點的像素值。
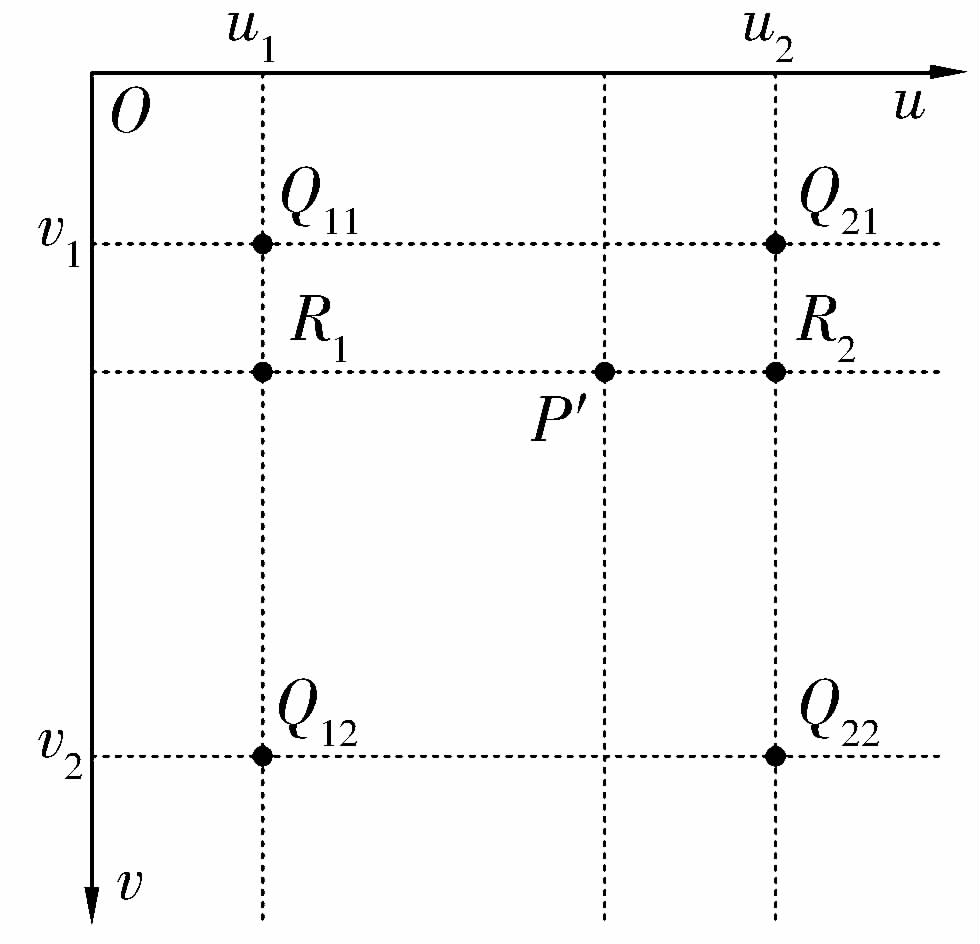
圖10 雙線性插值原理圖
Fig.10 Bilinear interpolation principle diagram
通過雙線性插值將拉伸后的矩形(圖9b)重新轉換為圓環的效果如圖11所示。
圖11 雙線性插值轉換效果圖
Fig.11 Bilinear interpolation conversion effect diagram
2.2.2 圖像分割
圖像分割是指利用圖像中的灰度、紋理、空間等特征,將圖像細分為子區域并突出這些子區域對自身的相似性及對其他子區域的不連續性,最終提取出感興趣的區域。圖像分割的效果直接決定了后續特征分析的難度與檢測系統的質量。因此,需要針對檢測目標找到最合適的分割方法。
經過大量試驗對比,選擇Sauvola局部二值化算法12進行圖像分割。計算以點(x,y)為中心的窗口模板內的灰度均值m(x,y)與標準方差σ(x,y) ,則點(x,y)的閾值T(x,y)為
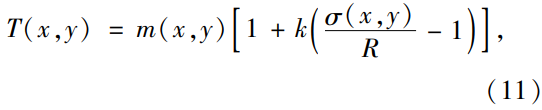
式中:R為標準方差的動態范圍,本文檢測對象為八位灰度圖,故R取128;k為調整系數,Sauvola算法的優點在于k的微小變化不會顯著影響二值化的結果。
利用Sauvola局部二值化算法對車廢、磨傷、無缺陷但光照不均這3種情況進行分割試驗,調整系數k取0.08,分割效果如圖12所示。
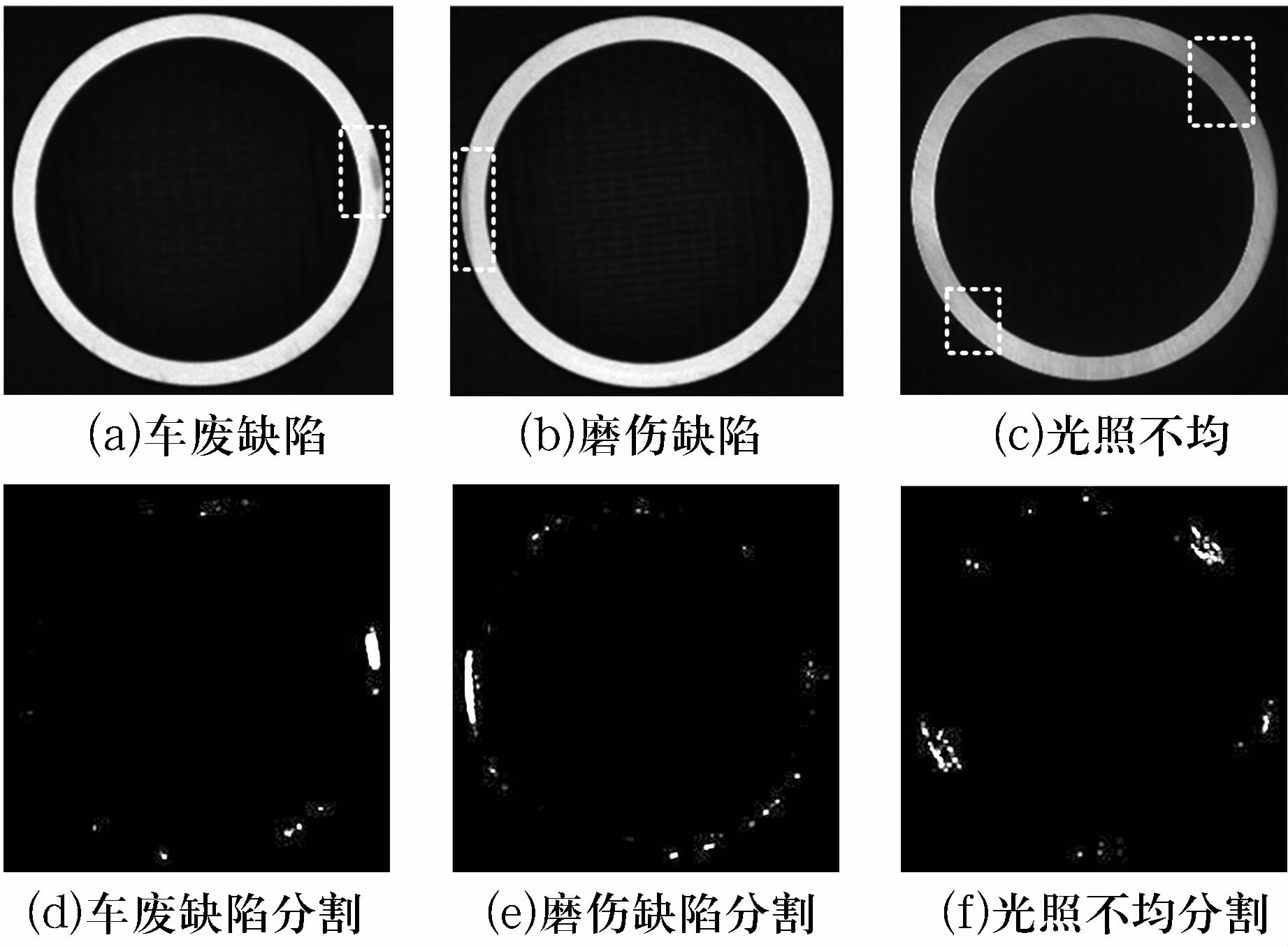
圖12 Sauvola算法的分割效果
Fig.12 Segmentation effect by Sauvola algorithm
2.2.3 基于多特征的外觀缺陷識別
在完成缺陷分割后,由于生產狀況、光照不均等外部因素的影響,有可能存在噪聲區域或偽缺陷區域,需要對分割后的圖像進行圖像特征統計與分析,根據分析結果進行缺陷判別。
如圖12a所示,車廢缺陷區域與端面正常區域相比,其灰度值較低且一般沿著圓周方向分布于端面上。因此,選取區域面積S、區域輪廓長度L、最小外接矩形主軸至圓心距離D作為車廢缺陷的判別特征。判別示意圖如圖13所示。
提取出缺陷區域后可以計算出該缺陷的最小外接矩形與該外接矩形的主軸直線公式,Ax +By +C=0于是小圓圓心(x 0,y 0)至主軸直線的距離D為
圖13 缺陷最小外接矩形主軸至圓心距離計算示意圖
Fig.13 Calculation diagram of distance from main axis of minimum circumscribed rectangle to center of defect

提取出缺陷后,計算該缺陷的區域面積
S
與區域輪廓長度
L
,如果缺陷面積與輪廓長度皆未超過設定閾值,則視為無此類型缺陷轉而進行下一缺陷的識別;否則進一步計算最小外接矩形主軸至小圓圓心的距離,由于車廢細化后呈圓弧形,故圓心至主軸的距離會大于小圓半徑,所以將小圓半徑設為距離閾值
T
D
,若距離
D
超過閾值
T
D
,
則將此套圈判定為車廢缺陷。
如圖12b所示,磨傷缺陷均分布在端面邊緣靠近大圓處,形狀近似月牙形,且灰度值比端面正常區域低,因此同樣需要對磨傷缺陷進行特征分析。由于磨傷缺陷邊緣靠近圓心一側近似于一條直線,可以用Hough線變換將這條直線擬合出來。如圖14所示,直線在極坐標系中的表達式為
圖14 直線在直角坐標系與極坐標系中的表示
Fig.14 Representation of straight lines in Cartesian coordinate system and polar coordinate system
對于(14)式,可以理解為過點(x 0,y 0)的直線集有以下表達式

則在極坐標系的極徑、極角平面中,由(15)式所得曲線中的任一點都表示一條過點(x 0,y 0)的直線。
將圖像中所有的點( xi , yi )代入(14)式中,如圖15所示,如果多個不同的點在極坐標系中得到的曲線相交,便意味著這些點可以連成一條直線。如果同時相交的數量超過了設定的閾值,則對該直線進行擬合。
圖15 極徑極角平面中多條曲線相交
Fig.15 Intersection of multiple curves in polar radius and polar angle plane
找出磨傷缺陷邊緣的直線后,計算缺陷區域與正常區域的灰度差進行判別,判別示意圖如圖16所示。利用Sauvola算法分割出磨傷缺陷后,在缺陷邊緣靠近圓心一側利用Hough線變換擬合出直線L 1,再將直線向靠近圓心方向平移一定距離(本文取8個像素)得到直線L 2,在原圖像端面上提取直線L 1遠離圓心一側的區域S 1,以及直線L 1與L 2之間的區域S 2,計算2塊區域灰度值均值的差值,差值超過設定闕值即可判定為磨傷缺陷。
圖16 磨傷缺陷判別示意圖
Fig.16 Discrimination diagram of wear defects
3、試驗結果及分析
為驗證端面缺陷檢測算法的可靠性,在如圖17所示的檢測線上對軸承套圈端面進行缺陷檢測,選取外徑150 mm、內徑90 mm 的33118型軸承套圈樣本1 000個,其中合格品400個、外形缺陷樣品200個(含大小邊、磕碰傷)、車廢樣品200個、磨傷缺陷200個。
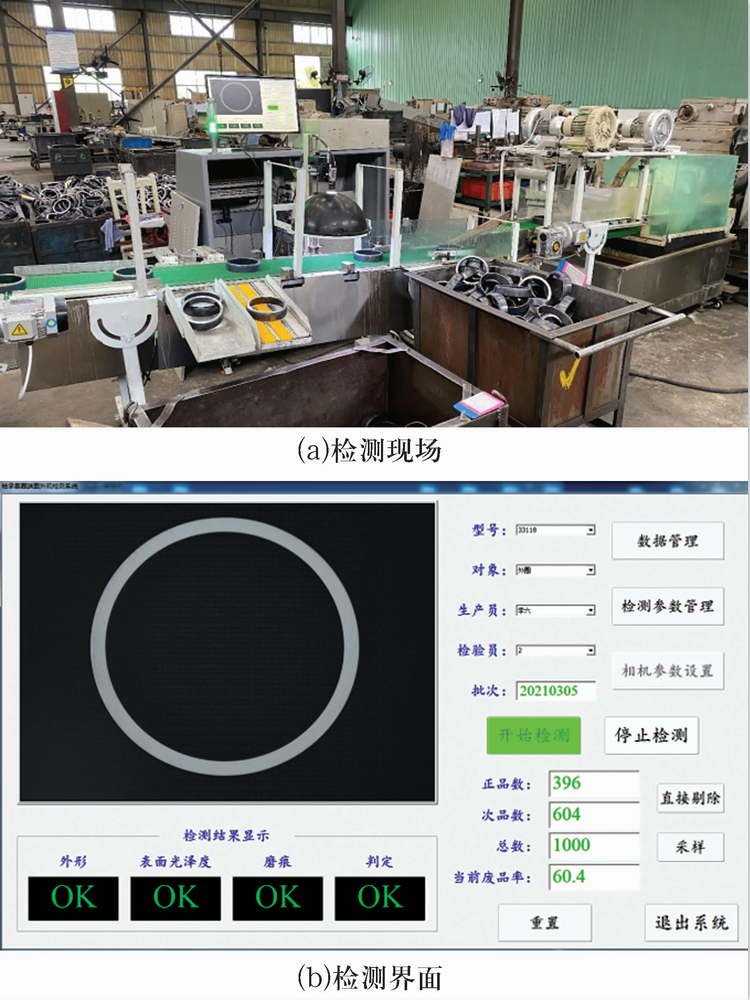
圖17 在線端面檢測系統
Fig.17 On-line inspection system for end face
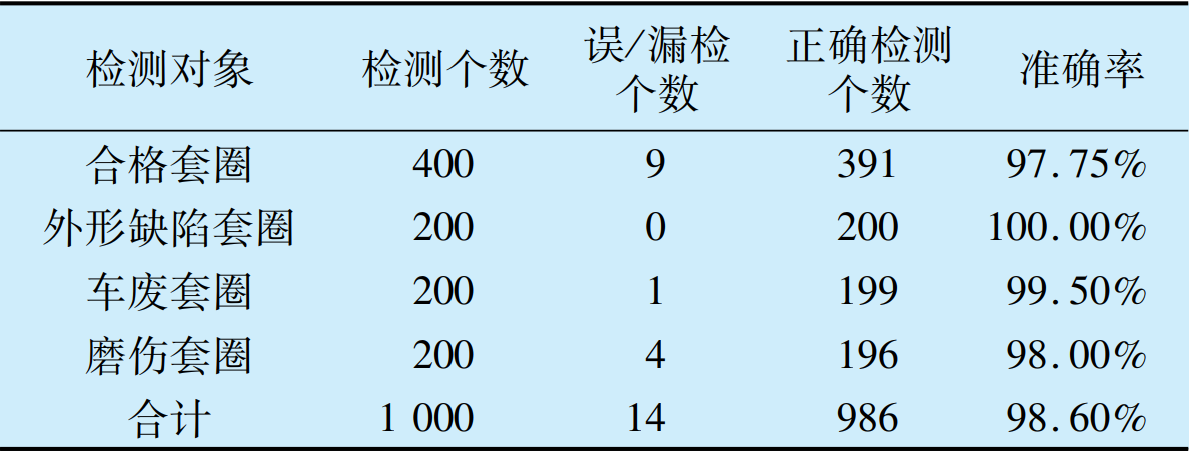
在線檢測的統計結果見表1,由表可知:合格套圈出現9個誤檢,仔細觀察套圈表面并分析圖像特征發現套圈外邊緣在磨削過程中出現了砂輪花,使該部分區域灰度值偏低且表現相似于磨傷缺陷,故將其誤檢為磨傷缺陷,而砂輪花只影響端面美觀,因此這類誤檢可以接受;車廢套圈與磨傷套圈總共出現5個漏檢,分析后發現漏檢原因為缺陷較細微,即使是肉眼觀察也不易立刻察覺,此類問題同樣可以接受;系統整體識別準確率達98.60%,而且對于外徑小于150 mm套圈的檢測時長小于600 ms,低于端面磨出料時長,完全能夠滿足企業生產節拍和檢測要求。
表1 端面缺陷檢測測試結果
Tab.1 Inspection results of end face defects
另外,對不同型號的套圈也進行了多次檢測,識別準確率較高,誤漏檢率較低,響應時間較短,并能實時統計被檢測套圈的型號、數量、合格率、缺陷種類等數據,滿足企業生產在線檢測要求,可以替代人工實現檢測。
4、結束語
本文研究并實現了套圈端面缺陷在線檢測算法,利用四連通域確定套圈端面區域,采用最小二乘法擬合套圈輪廓進行大小邊和磕碰傷的判別; 提出了圖像極坐標變換將套圈環形拉伸為矩形,利用Sauvola算法進行圖像局部閾值分割,通過極坐標反變換與二次插值法將缺陷區域變換回環形區域,基于多特征的外觀缺陷判別方法能夠根據各類缺陷的特點對圖像特征進行比較實現缺陷判別。試驗表明該算法的檢測準確率高,能夠有效減少漏檢或誤檢,并且能實時統計缺陷種類等數據。
(參考文獻略)
文章發表于2022年2期《軸承》


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3

營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回