

3 數控機床軸承
3.1 數控機床軸承系統
數控機床軸承包括高速主軸–軸承系統(含電主軸軸承、動靜壓軸承)、直線導軌軸承、滾珠絲杠等功能部件(圖5-圖7)。
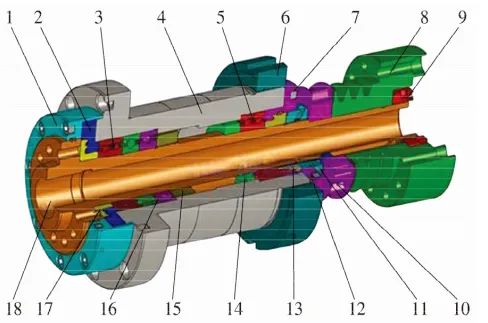
1-護套;2-前壓緊環;3-前軸承;4-軸承座;5-后軸承;6-后鎖緊螺母;7-后端蓋;8-驅動帶輪;9-帶輪鎖緊螺母;10-編碼器帶輪;11-后緊定螺母;12-后壓蓋;13-后壓緊環;14-后調整環;15-前緊定螺母;16-角接觸軸承組;17-前調整環;18-主軸。
圖5 典型的機床主軸–軸承系統
Fig.5 Typical machine tool spindle-bearing system

圖6 高速電主軸–軸承系統典型結構圖
Fig.6 Typical structure diagram of high speed motorized spindle-bearing system

圖7 滾珠絲杠與直線導軌軸承
Fig.7 Ball screws and linear guide bearings
3.2 軸承類型及其圖示
成對組配或多聯組配角接觸球軸承如圖8所示,在應用安裝時必須施加一定的預載荷。選擇適當的預載荷可以提高主軸系統剛性,降低溫升,改善系統加工精度。軸承預載荷通常分為輕(A)、中(B)、重(C)3檔,用戶可根據主軸系統的實際工況進行選擇。單、雙列圓柱滾子軸承的結構如圖9所示。雙向推力角接觸球軸承如圖10所示,通常要求SP等級公差,有需要時也可要求UP等級公差。
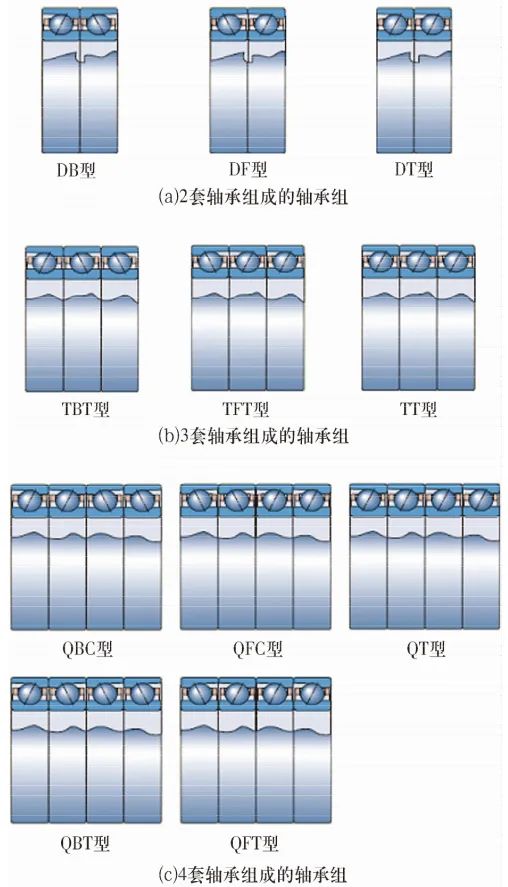
圖8 機床主軸用角接觸球軸承的成組配對
Fig.8 Matched angular contact ball bearing sets for machine tool spindles
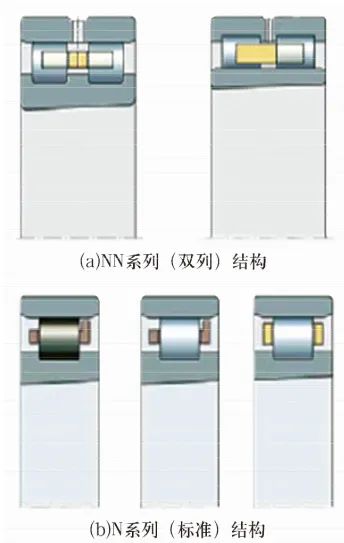
圖9 單、雙列圓柱滾子軸承
Fig.9 Single and double row cylindrical roller bearings
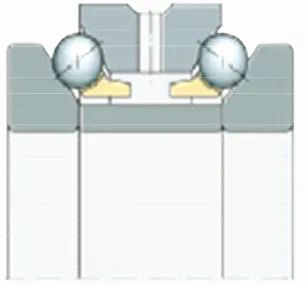
圖10 雙向推力角接觸球軸承
Fig.10 Bidirectional thrust angular contact ball bearing
3.3 關鍵技術指標
1)精度等級P2或P4;
2)精度壽命達30 000 h;
3)溫升小于20 ℃;
4)高速性能穩定提高,d m n值2020年達到3.0× 106mm·r/min,2025年達到4.0×106mm·r/min;
5)平均無故障時間(MTBF)由500 h提高到2 000 h;
6)氮化硅陶瓷球軸承采用熱等靜壓處理,達到抗彎強度不小于900 MPa,韋布爾模數不小于12,氣孔率不大于0.02%,壓碎載荷不小于50%,精度等級高于G5的要求。
3.4 市場分析
我國軸承行業生產機床軸承的企業有近百家,規模以上企業20余家。目前國產機床軸承以供應維修市場為主,主要應用于低端機床。高檔數控機床使用的精密軸承大部分依賴進口,該市場被國外的NTN,NSK,SKF等公司壟斷。
按照國家統計局和中國機床工具協會的統計,2019年全國共生產金屬切削機床420x104臺,機床軸承類型較多,在此僅以技術含量高,適用面廣,具有一定代表性的主軸軸承和絲杠軸承為例分析市場容量:每臺機床需配套主軸軸承4~6套,絲杠軸承4~8套,則每年新增機床共需配套主軸軸承252×104套,絲杠軸承336×104套;按機床折舊期為8年,主軸軸承使用壽命為0.5年,絲杠軸承使用壽命為2年計算,需要主軸軸承3 528×104套,絲杠軸承1 176×104套;綜合考慮新增機床市場和維修市場的需求,每年國內機床軸承的市場規模為4 500x104套左右,銷售額約60~100億元。
3.5 自主化
目前,由于國產軸承的精度保持性和平均無故障時間與國外產品有較大差距,軸承成本在機床造價中占比很小,機床企業缺乏國產化的壓力和動力,不少機床終極用戶對國產軸承品牌不認可,要求機床制造時配置國外品牌軸承等原因,使高檔數控機床的全部軸承以及中檔數控機床的大部分軸承仍依賴進口。
因此,我們需要整合軸承行業幾十年來在數控機床軸承上的碎片化研發成果,在此基礎上將產學研用結合,加大研發和工程化的力度,力爭在較短時間內使軸承精度、性能、壽命和可靠性,特別是精度保持性和平均無故障時間達到國際先進水平。
(參考文獻略)
來源:《軸承》2022年1期(節選)


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3

營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回