
軸承是一個重要的機械基礎連接件,在機械工業應用廣泛。可以說,有旋轉的地方就有軸承。汽車作為現代社會人們的主要交通工具,汽車工業也成為我國主要的支柱產業,軸承在其中也發揮著重要作用。汽車的很多安保件,如轉向器、發動機和變速箱等,都可以看到軸承的身影。汽車軸承作為軸承的一個分支,有承載、抗沖擊和高速旋轉等特殊性能,其性能對乘客、駕駛員和車輛本身的安全有著重要影響。

熱處理作為汽車軸承制造過程的關鍵工序,其加工質量好壞與原材料是影響軸承壽命的兩大重要因素。下面,筆者根據自己的工作經驗和所掌握知識,從汽車軸承的材料、熱處理設計、熱處理工藝、熱處理裝備、熱處理技術力量和熱處理發展方向等方面,對汽車軸承熱處理技術做簡要闡述。
汽車軸承熱處理技術
汽車軸承用鋼中主加合金元素鉻的主要作用是提高鋼的淬透性,使零件在淬火、回火后整個截面上獲得較均勻的組織。鉻可形成合金滲碳體(Fe,Cr)3C,使奧氏體晶粒細化,加熱時降低鋼的過熱敏感性,提高耐磨性,并能使鋼在淬火時得到細針狀或隱晶馬氏體,使鋼在高強度的基礎上增加韌性,一般不需要對汽車軸承進行深冷處理,除非對零件尺寸的穩定性及殘留奧氏體的含量有特殊要求。
(1)汽車軸承零件的生產工藝路線
鋼球滾動體的一般生產路線為:棒料→球坯熱墩成型→光球(銼削)→軟磨→熱處理→硬磨→ 細研→精研(拋光)。
內外套圈的一般生產路線為:管料(冷碾)→退火→車削→軟磨→熱處理→磨削→精加工。
保持架的一般生產路線為:實體保持架(尼龍):毛坯→車削→拉、鉆窗口→表面處理。
沖壓保持架(金屬):帶料或板料→成型→切底→沖窗口→壓坡→擴張→表面處理。
汽車軸承的滾動體、外圈、內圈,輪轂軸承的二三代法蘭都要進行適當的熱處理,以充分發揮材料自身的潛力,獲得零件預期的性能并提高總成的使用壽命,主要有球化退火、整體淬火+低溫回火、化學熱處理、感應熱處理等方式。
(2)汽車關鍵軸承零件的熱處理概況
下面從熱處理設備、工藝實例、技術要求、發展預測等作簡要介紹。
球化退火設備通常使用保護氣氛爐,使退火后的零件表面少、無氧化,并能提高軸承零件的材料利用率。軸承材料的加熱溫度為835~850 ℃,球化溫度為750~760 ℃,如圖8所示。
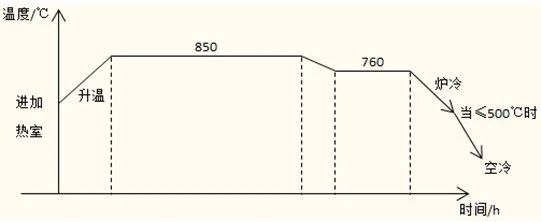
球滾動體經鍛造后,使用愛協林輥底式連續性氮基保護氣氛退火爐,如圖9a所示。球化退火溫度為760 ℃,氧勢≥900,露點≤20 ℃,丙烷流量0.18±0.02m3/h,爐內壓力150~300 MPa,檢得硬度≤210 HBW,脫碳層小于等于0.25 mm、網狀碳化物≤CN4.2,鋼球整體淬回火后的硬度要求60HRC以上。

氮基保護氣氛退火爐
保護氣氛連續爐示意

全自動中頻淬火回火線 汽車軸承用熱處理設備
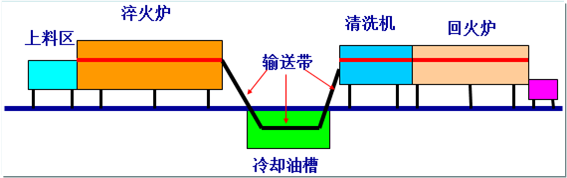
淬回火設備通常也使用保護氣氛爐型如鑄鏈爐、網帶爐或推桿爐,如圖9b所示,生產效率高、能耗低,常見的國內生產廠家有江蘇豐東、北方工業、杭州金舟等。
內外圈使用保護氣氛連續爐淬火,為減小變形,使用KR468G專用軸承淬火油并調整加熱溫度時間、輸送帶運行速度等參數或也可用鹽浴進行馬氏體分級淬火,工藝曲線如圖10所示,淬火后硬度達63~64.5 HRC,經180±10 ℃回火后硬度61~63HRC,檢得套圈的錐度0.05mm左右,圓柱度≤0.15 mm。
汽車輪轂軸承二三代帶有法蘭盤,材料為S55C,要求淬火區域的表面硬度達60HRC以上。宜使用自動感應淬火生產線,如圖9c,冷卻介質選用濃度可調的水基淬火液,淬火液壓力0.2~0.6 MPa,淬火后硬度62~65 HRC,硬化層深2.2~3.4 mm,圓度≤0.1 mm,經(160±10)℃×(120±5)min整體回火后硬度60~63 HRC,顯微組織3~6級。
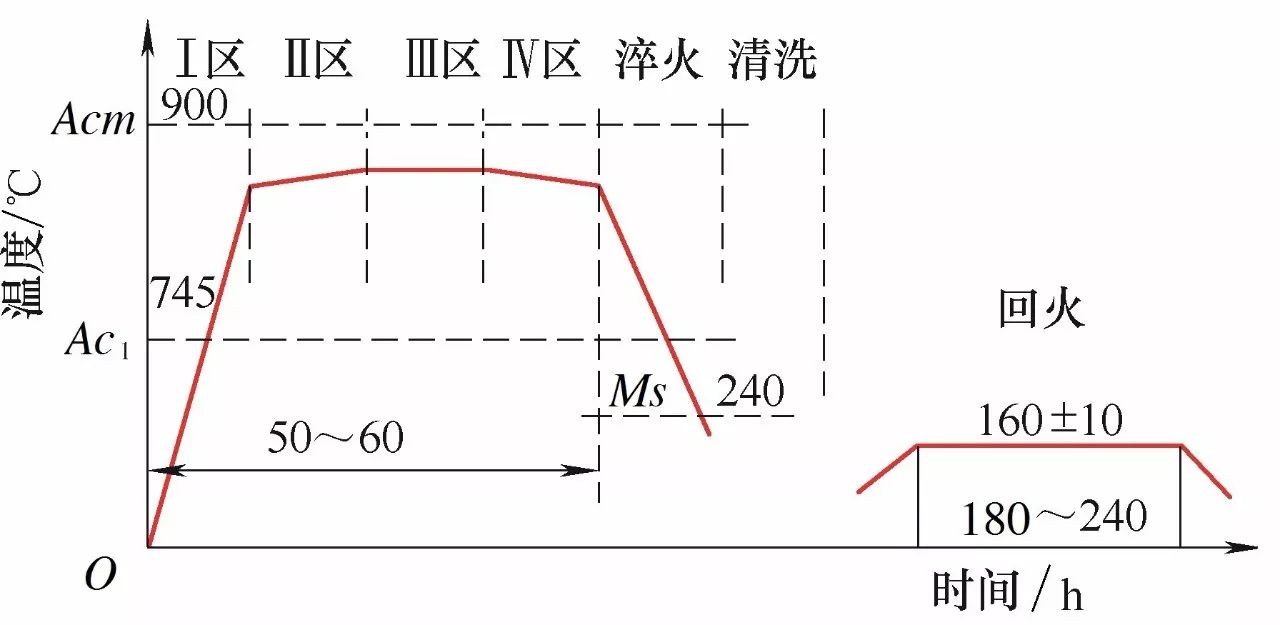
軸承件整體淬火回火工藝曲線
隨著國內熱處理設備和生產技術的不斷提高,應用在對汽車軸承零件生產加工上的已基本成熟。原來的箱式爐、井式爐、鹽浴爐、鼓形爐、普通空氣加熱爐等設備基本被淘汰,現大量普及的是保護氣氛設備輔以變壓吸附、膜制氮等技術,以托輥式網帶爐為主流的整體淬回火線和自動感應淬火回火線已成為主流。另外,由保護氣氛向可控氣氛過渡,爐控系統由單線計算機控制向集群式計算機控制,也將逐漸發展為兩大趨勢。
結語
汽車軸承作為軸承的一個重要分支,它有著處于汽車工業及運行環境的特點。除了改進結構設計及良好的密封和潤滑外,采用高純凈材料及合理的熱處理設備和工藝,可提高汽車軸承的可靠性并達到長壽命。
(來源:熱處理技術)


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3
豫公網安備 41030502000528號
營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回