
8Cr4Mo4V鋼是我國應用較為廣泛的一種高溫軸承鋼,主要用于航空發動機主軸軸承的制造。隨著發動機主軸軸承的服役工況愈發惡劣,對材料性能的要求也越來越高,國內外學者開展了大量8Cr4Mo4V鋼性能提升的研究工作。作者介紹了8Cr4Mo4V鋼化學成分優化的研究進展;重點分析了8Cr4Mo4V鋼熱處理技術發展,包括傳統淬回火、貝氏體等溫淬火及尺寸穩定化等熱處理工藝;介紹了8Cr4Mo4V鋼表面強化技術的研究進展及相關成果,涉及表面合金化、涂層沉積、噴丸強化及復合強化技術;最后,結合8Cr4Mo4V鋼服役需求及相關技術研究現狀對其后續研究方向進行了展望。
3、8Cr4Mo4V鋼表面改性技術
航空發動機軸承的失效一般都發生于材料表面,如摩擦磨損、腐蝕、表面疲勞等,提高材料表面性能對延長軸承壽命具有重要意義。鑒于此,國內外學者針對8Cr4Mo4V鋼表面改性技術開展了大量研究,主要包括表面合金化、涂層以及機械強化等。
3.1 表面合金化技術
3.1.1 離子滲氮技術
離子滲氮技術可以通過改變材料表面化學成分及組織結構達到提高材料性能的目的。早在20世紀90年代,國外已經開展了8Cr4Mo4V鋼表面滲氮技術研究,結果表明可大幅度提高零件的壽命和可靠性。
文獻[27]進行了8Cr4Mo4V鋼離子滲氮研究工作,利用陽極層離子源輔助滲氮技術在不同溫度下進行8Cr4Mo4V鋼氮化處理,材料表面硬度梯度及滲氮層深度如圖7a和圖7b所示。由圖7可知:隨著滲氮溫度的升高,滲氮試樣的表面硬度略微增加,最高表面硬度達1 100 HV0.1;滲氮溫度的升高使氮原子擴散系數增加,導致530 ℃的滲層深度比430 ℃的增加了近一倍。但8Cr4Mo4V鋼氮化層深度較淺不能滿足8Cr4Mo4V鋼性能提升需求;進行工藝改進后,8Cr4Mo4V鋼氮化層深度達120 μum,這將大大提升8Cr4Mo4V鋼抗疲勞性能。
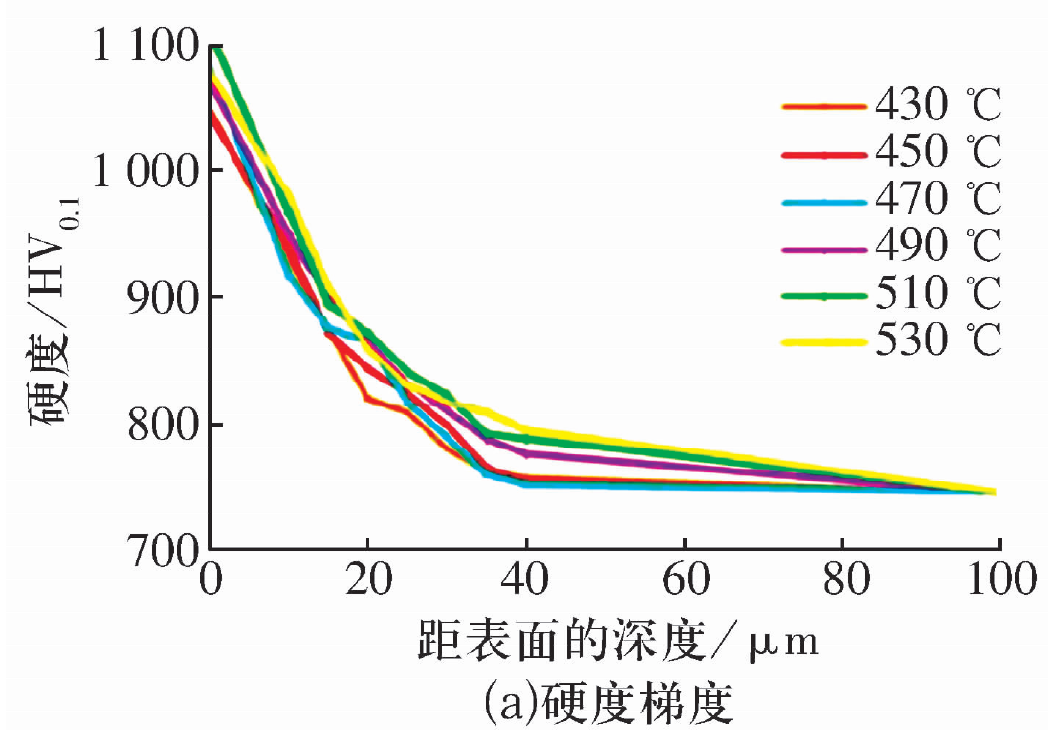
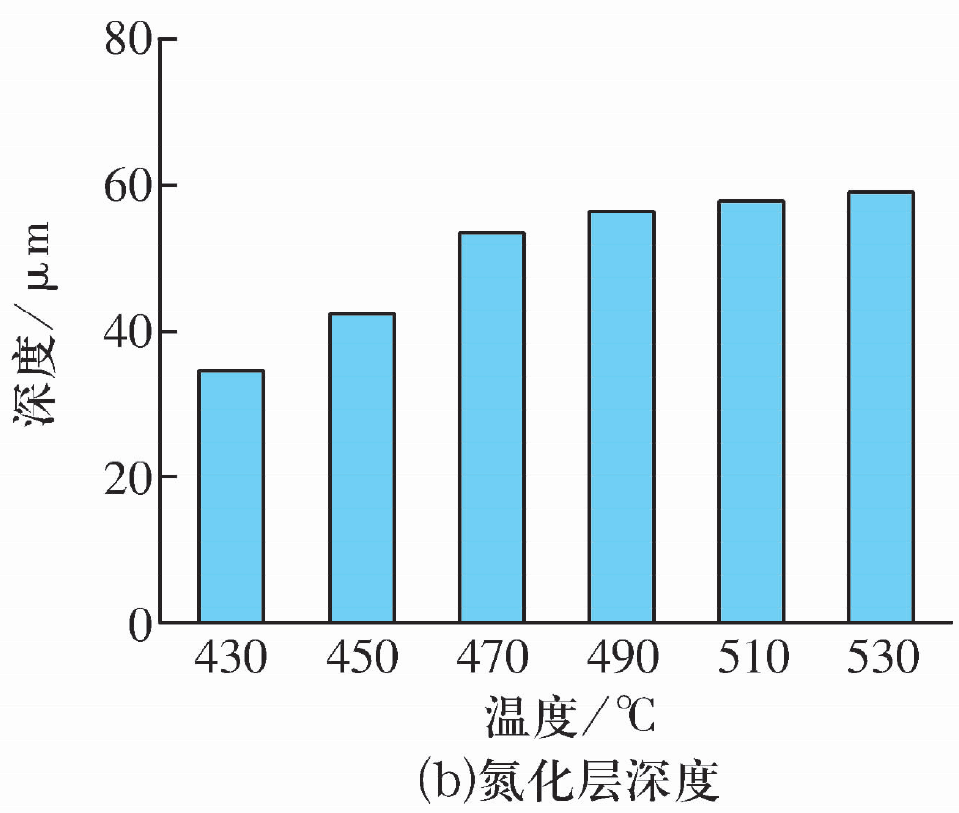
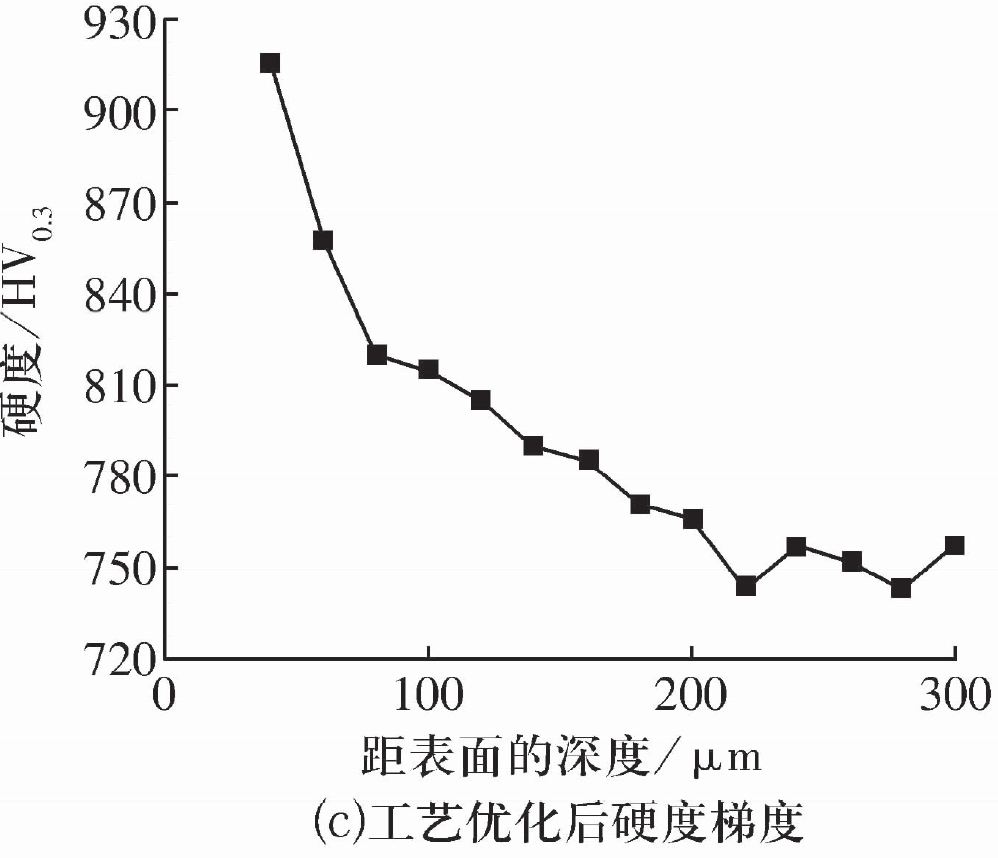
圖7 8Cr4Mo4V鋼離子滲氮后氮化層深度及硬度
Fig.7 Depth and hardness of nitriding layer of 8Cr4Mo4V steel after ion nitriding
除真空離子氮化技術外,文獻[28]開展了8Cr4Mo4V鋼鹽浴氮化技術研究。氮化后其微觀組織形貌及硬度梯度如圖8所示,盡管8Cr4Mo4V鋼表面硬度得到了大幅度提升,但該氮化方式使其表面存在脆性的“白亮層”及脈狀組織,對材料性能可能產生不利影響。
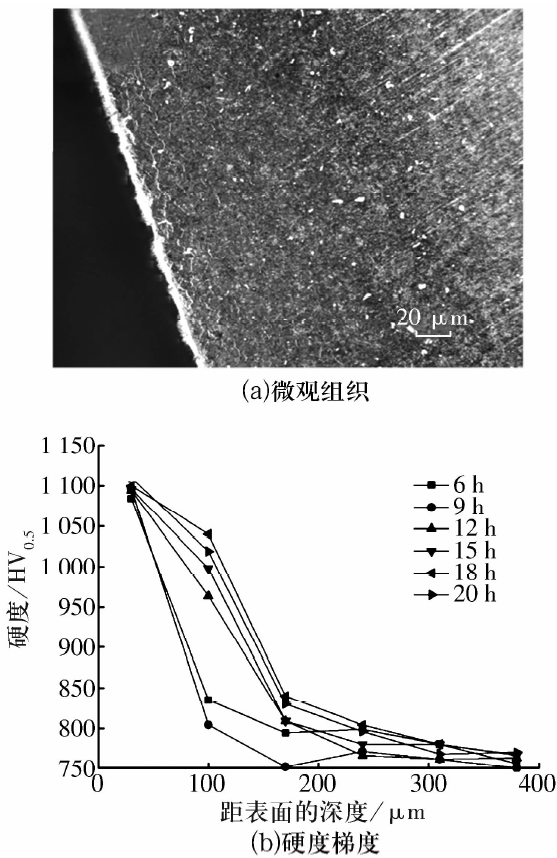
圖8 8Cr4Mo4V鋼鹽浴氮化后組織及性能
Fig.8 Microstructure and properties of 8Cr4Mo4V steel after salt bath nitriding
由圖7和圖8可知:8Cr4Mo4V鋼真空離子氮化比鹽浴氮化的優勢更顯著。
3.1.2 電子束合金化技術
強流脈沖電子束表面合金化技術通常包括2個過程:首先在材料表面進行鍍膜處理,然后利用高能電子束轟擊材料表面,從而改變材料表面熔化層,產生成分和組織結構變化,提高材料表面的力學性能和耐蝕性[29]。文獻[30-33]利用電子束合金化技術分別在8Cr4Mo4V鋼表面制備了Cr和Ta合金化層。經表面合金化和后續回火處理后,合金化層微觀組織及表面硬度如圖9所示:8Cr4Mo4V鋼表面析出大量尺寸僅有幾個納米的顆粒,由于納米顆粒析出強化效應,回火后Ta和Cr合金化層的最大硬度分別達到17.3,18.2 GPa,相較于基體的11 GPa,提高幅度達57%和65%。
有研究結果表明,強流脈沖電子束表面合金化技術能有效提高8Cr4Mo4V鋼表面摩擦磨損及耐蝕性。
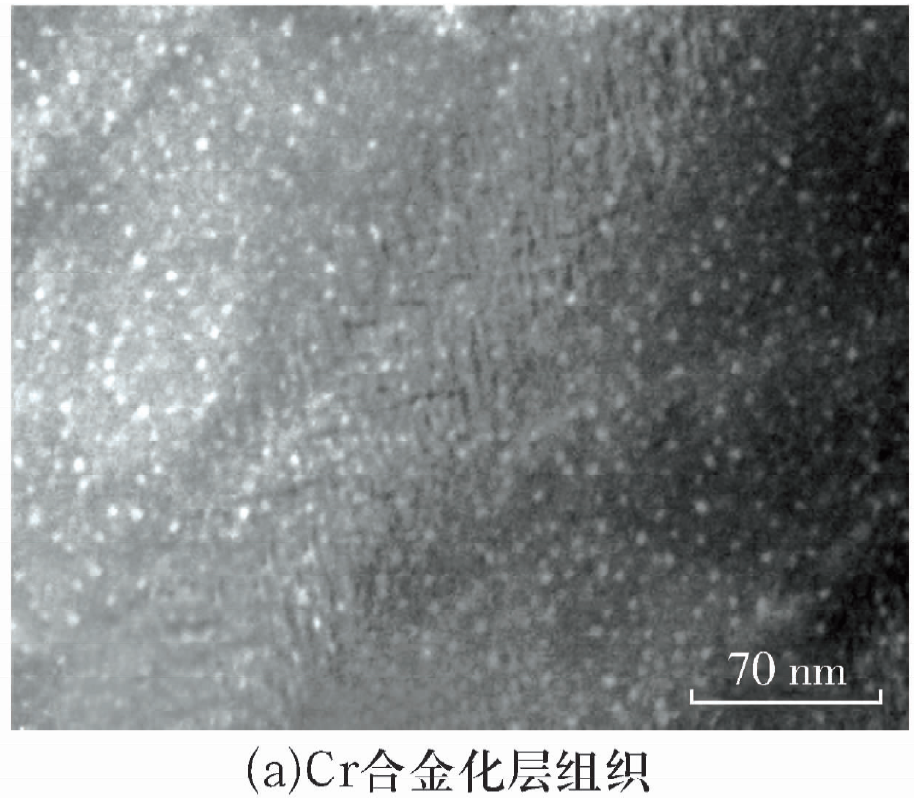
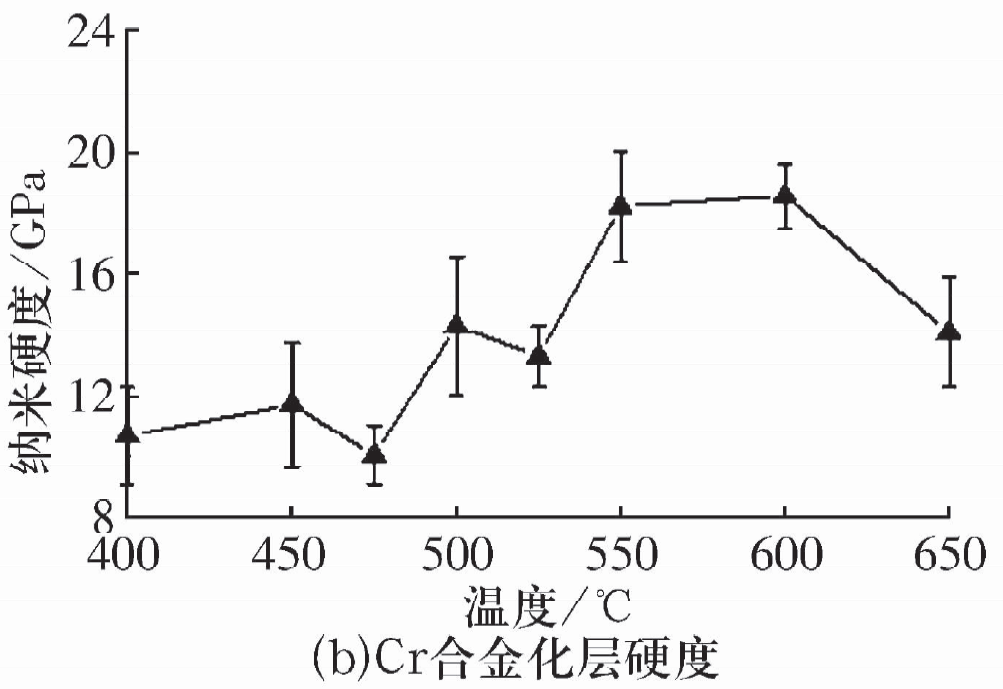
圖9 Cr及Ta合金化層組織及硬度
Fig.9 Structure and hardness of Cr and Ta alloy layer
3.1.3 離子注入技術
離子注入技術是將具有一定能量的離子元素注入金屬材料表面,從而達到提高材料的力學、物理或化學性能的目的。早在1989年,歐洲國家已經發現離子注入技術改性后軸承鋼的可靠性及疲勞壽命得到了大幅度提高。因此,近些年我國也開展了大量針對8Cr4Mo4V鋼不同元素離子注入技術的研究。
1)N元素離子注入技術
文獻[35]采用N元素等離子體離子注入技術對8Cr4Mo4V鋼進行表面改性,獲得了厚度達22 μm的改性層,并深入研究離子注入參數對其組織、性能的影響規律及機制,結果如圖10所示,注入層的納米硬度相較于8Cr4Mo4V鋼基體可提高45%,可顯著提高材料的耐磨性能;且離子注入過程可在8Cr4Mo4V鋼表面引入一定的殘余壓應力。
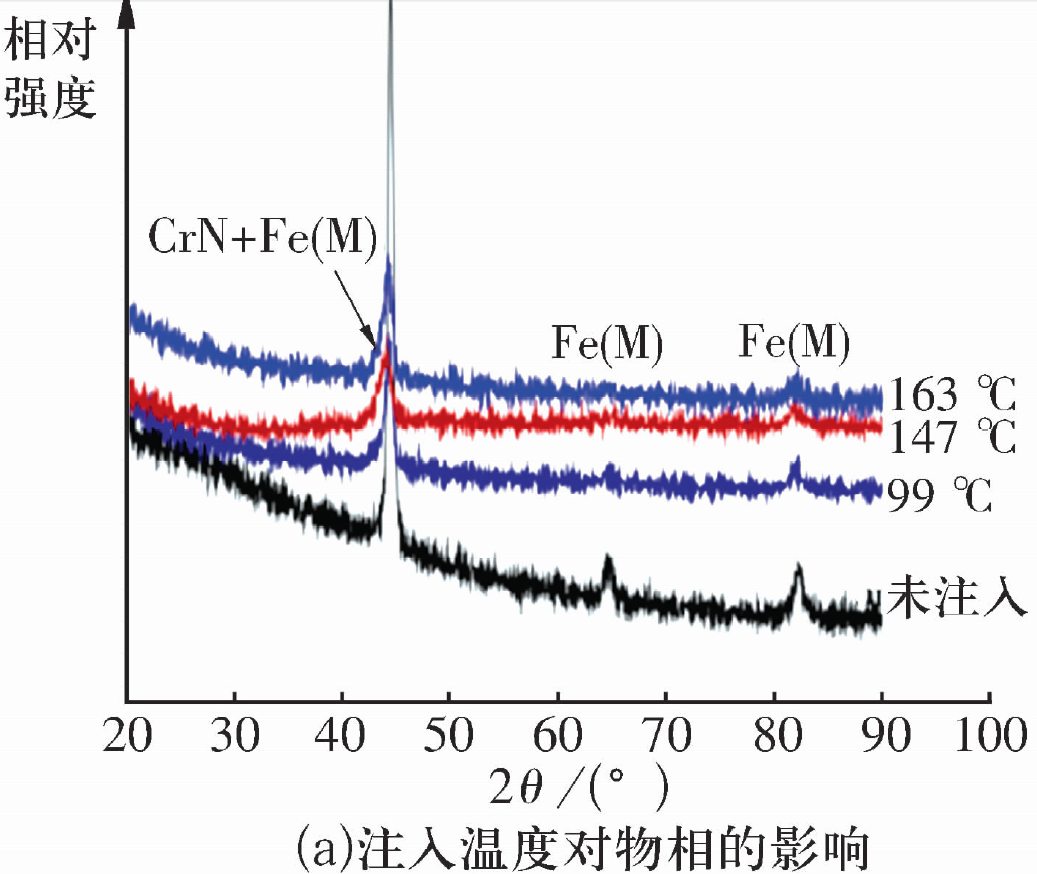
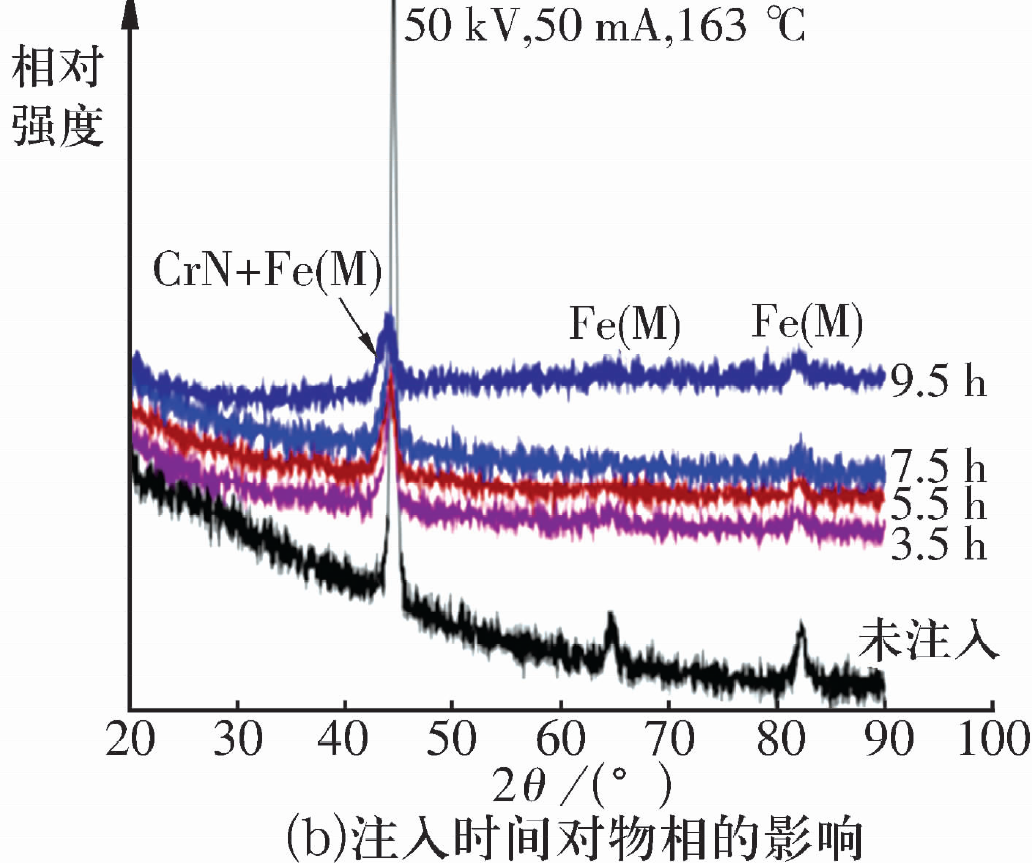
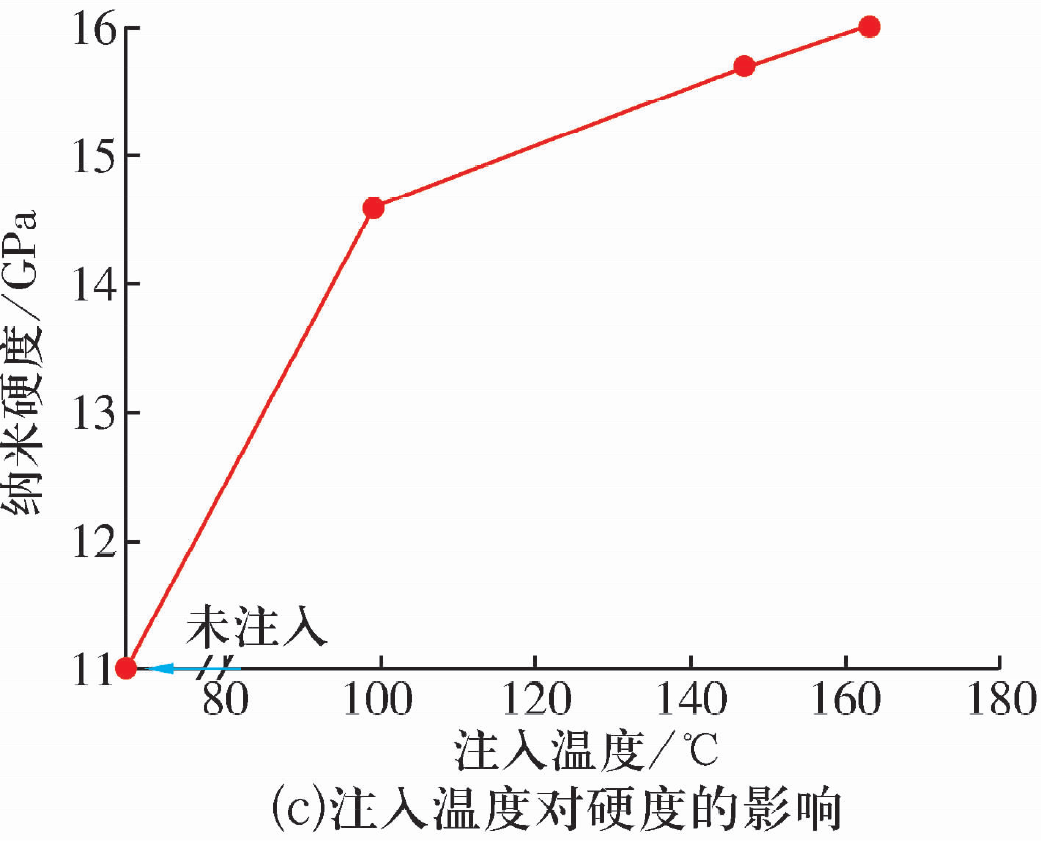
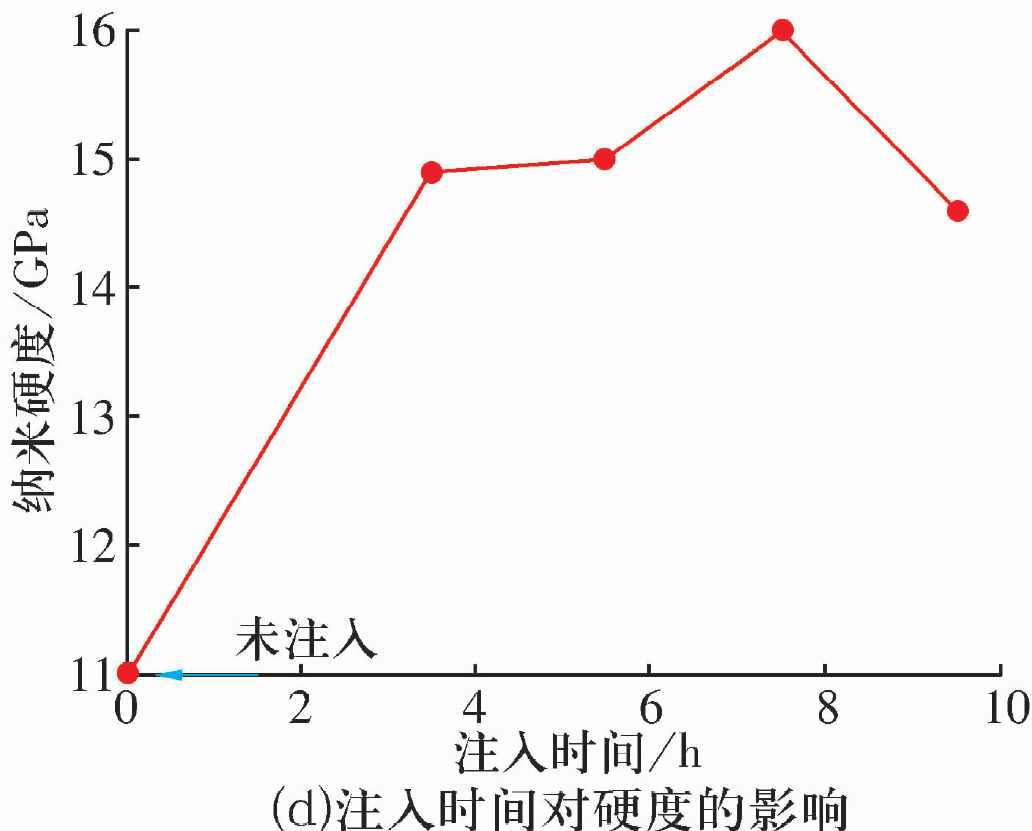
圖10 N元素離子注入層物相組織及硬度
Fig.10 Phase structure and hardness of N ion implantation layer
2)金屬元素離子注入技術
8Cr4Mo4V鋼具有優異的高溫硬度、耐磨性等特點,然而其耐蝕性較差。20世紀90年代初,文獻[36-37]已經利用離子注入Cr技術來提高耐蝕性。文獻[38]研究發現,通過在8Cr4Mo4V鋼表面注入Ta可顯著提高耐點蝕性能。文獻[39]研究結果表明,Ti,Zr的注入可顯著提高8Cr4Mo4V鋼的硬度及抗摩擦磨損性能。
對8Cr4Mo4V鋼進行離子注入研究發現,工件形狀對離子注入后性能有顯著的影響,這使工藝過程變得較為復雜。
3.2 沉積Cr涂層技術
為提高8Cr4Mo4V鋼的耐蝕性,文獻[40-41]開展了電火花沉積Cr涂層研究,結果如圖11所示。該技術可克服常規電鍍Cr涂層結合力差的問題。由圖11b可知,電火花工藝處理后8Cr4Mo4V鋼的耐蝕性得到一定程度的提高,但目前工藝下涂層組織及性能依然存在一些問題,如表面微裂紋(圖11a)及硬度低(550 HV)。因此,目前該技術距工程化應用還有一定距離。
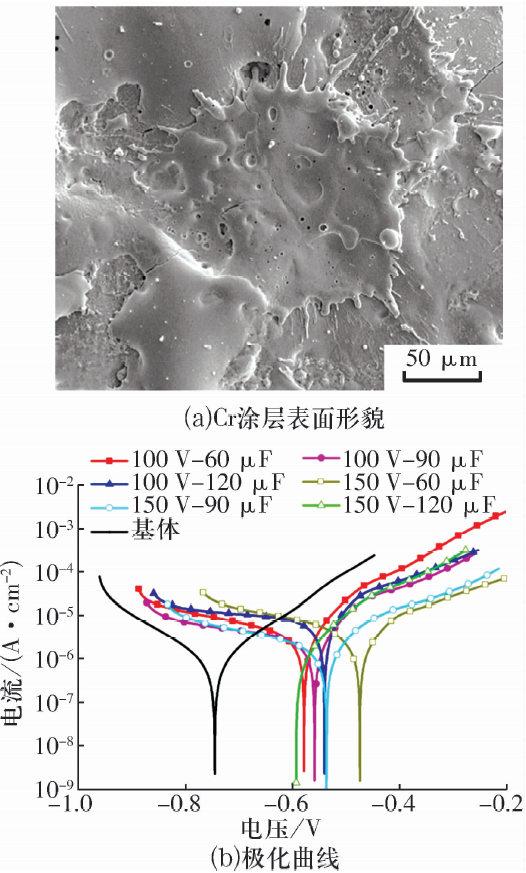
圖11 8Cr4Mo4V鋼表面電火花沉積Cr涂層表面形貌及其耐蝕性
Fig.11 Surface morphology and corrosio resistance of Cr coat-ing deposited by electric spark on 8Cr4Mo4V steel
鑒于純Cr涂層硬度較低,為滿足8Cr4Mo4V鋼服役需求,文獻[42]利用微弧氧化技術在8Cr4Mo4V鋼表面沉積了不同厚度的CrN涂層,其硬度如圖12所示,CrN涂層硬度最高達20 GPa以上,相較于文獻[12]中8Cr4Mo4V鋼基體硬度(11 GPa),提高了80%以上,這將顯著提高材料耐磨性。另有研究顯示,CrN涂層可顯著提高材料耐蝕性不過8Cr4Mo4V鋼該涂層的耐蝕性目前缺乏相關的試驗數據。
鑒于純Cr涂層硬度較低,為滿足8Cr4Mo4V鋼服役需求,文獻[42]利用微弧氧化技術在8Cr4Mo4V鋼表面沉積了不同厚度的CrN涂層,其硬度如圖12所示,CrN涂層硬度最高達20 GPa以上,相較于文獻[12]中8Cr4Mo4V鋼基體硬度(11 GPa),提高了80%以上,這將顯著提高材料耐磨性。另有研究顯示,CrN涂層可顯著提高材料耐蝕性不過8Cr4Mo4V鋼該涂層的耐蝕性目前缺乏相關的試驗數據。
圖12 不同厚度CrN涂層的硬度
Fig.12 Hardness of CrN coating with different thickness
3.3 噴丸強化技術
噴丸強化是一種應用較為普遍的低成本表面處理技術,可使材料表面發生不均勻塑性變形,產生壓應力,形成應變強化層和殘余壓應力層。文獻[35]開展了8Cr4Mo4V鋼表面噴丸強化技術研究,并深入探討了相關機制。噴丸強化層距表面50 μm處和基體的TEM衍射襯度像分別如圖13a和圖13b所示,可以看出噴丸導致表層馬氏體發生強烈塑性變形,導致強化層的板條馬氏體邊界較為模糊,而基體板條界面清晰。噴丸強化層距表面不同深度處的{111}晶面上位錯密度統計結果如圖13c所示,噴丸強化層位錯密度較基體高約1倍,并且隨深度增加逐漸下降。
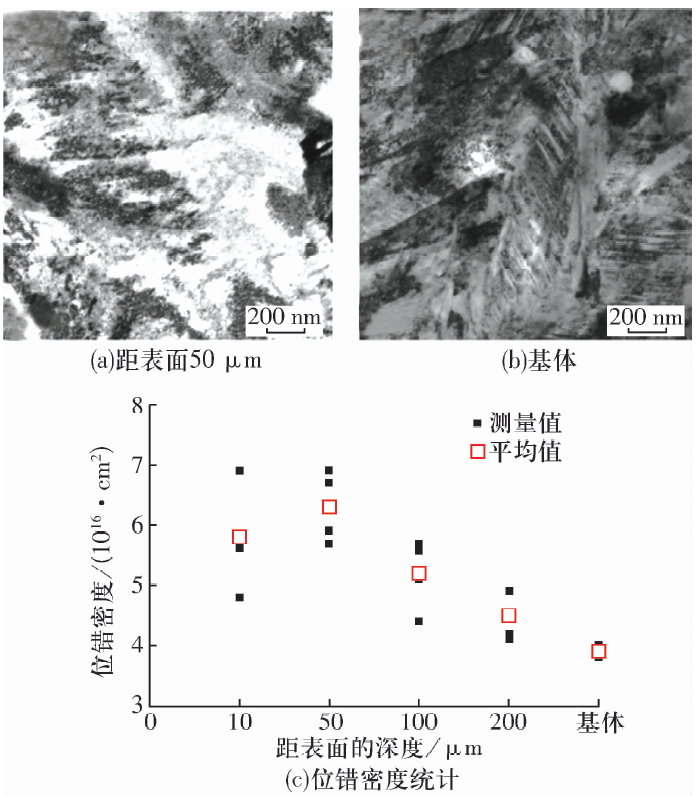
圖13 噴丸強化對8Cr4Mo4V鋼組織及位錯密度的影響
Fig.13 Efect of shot peening on microstructure and disloca-tion density of 8Cr4Mo4V steel
經不同噴丸強度處理后8Cr4Mo4V鋼表面殘余應力如圖14a所示,殘余壓應力對噴丸強度不敏感。鋼丸直徑對材料殘余應力的影響如圖14b所示,增加鋼丸直徑可在8Cr4Mo4V鋼表面引入更高的殘余壓應力。8Cr4Mo4V鋼在不同噴丸強度下的表面顯微硬度如圖14c所示,與未處理試樣相比,噴丸后材料顯微硬度呈增加趨勢,最大增幅為11.1%。
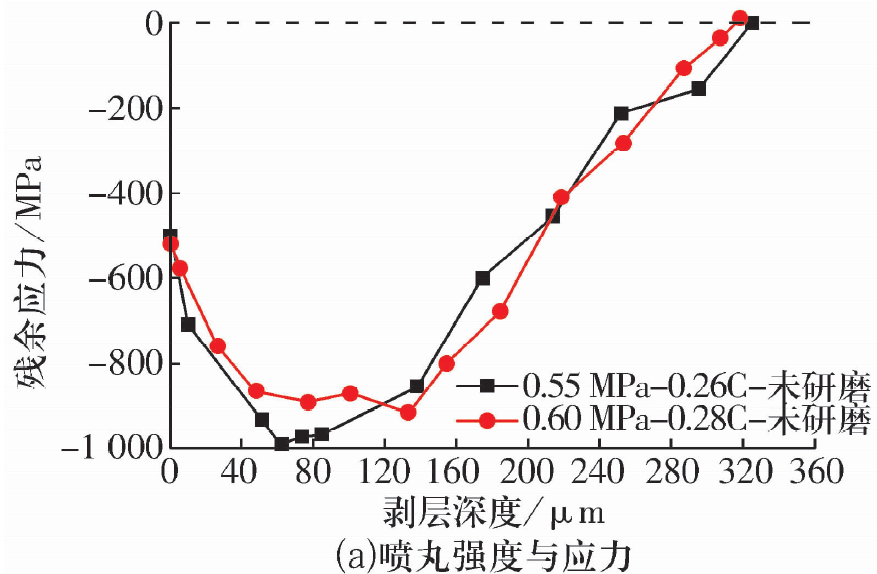
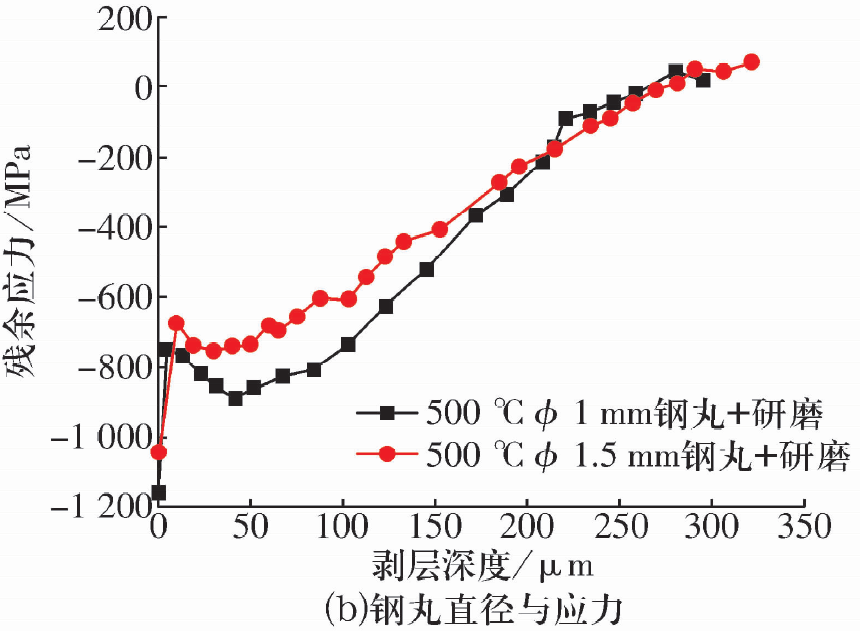
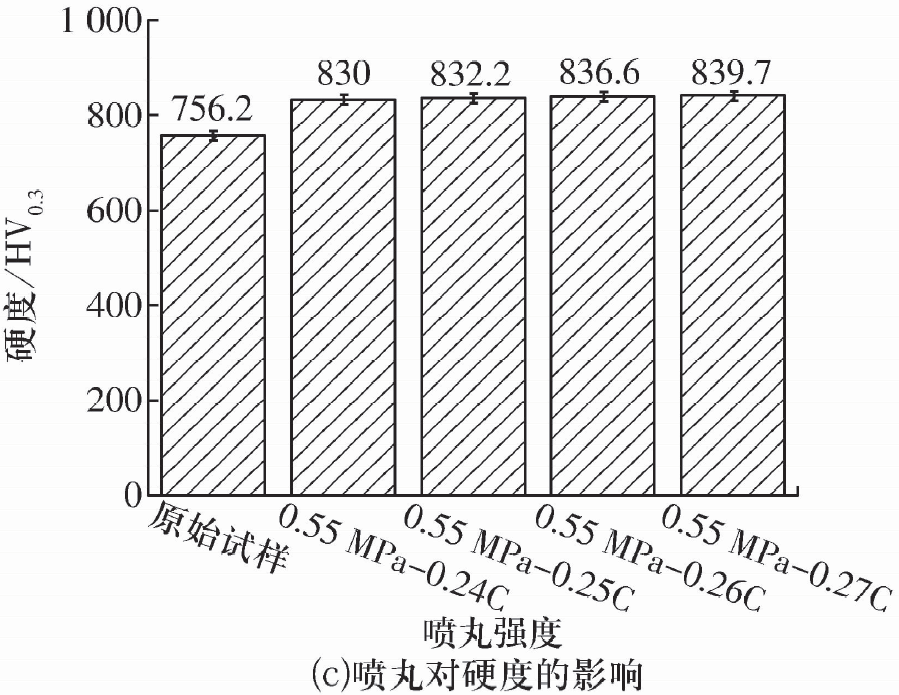
圖14 噴丸對8Cr4Mo4V鋼殘余應力及硬度的影響
Fig.14 Effect of shot peening on residual stress and hardness of 8Cr4Mo4V steel
3.4 復合強化技術
盡管大量研究表明離子注入技術可顯著提高材料的表面性能,然而依然存在注入層較淺的問題。以N元素注入為例,哈爾濱工業大學通過提高注入劑量、溫度等技術攻關將離子注入層厚度由1 μm以下僅提升至22 μm。為進一步提高離子注入強化層,中國航發哈爾濱軸承有限公司與哈爾濱工業大學聯合開展了噴丸強化與N元素升溫注入復合技術研究。
復合處理后8Cr4Mo4V鋼表面N元素分布和應力梯度結果如圖15所示,單一離子注入處理后8Cr4Mo4V鋼改性層深度僅約5 μm,而復合處理后8Cr4Mo4V鋼表面氮濃度遠高于僅離子注入試樣,且在30 μm處N原子數分數仍超過10%;盡管單一離子注入處理對應力幾乎無影響,但其與噴丸處理耦合時卻可以大幅增加壓應力的幅值和深度。文獻[47]認為這是由于噴丸產生的缺陷為N原子向試樣內部快速擴散提供了通道,而N原子以過飽和固溶體存在于晶格和缺陷中,使點陣膨脹形成附加壓應力,提高了噴丸強化效果。
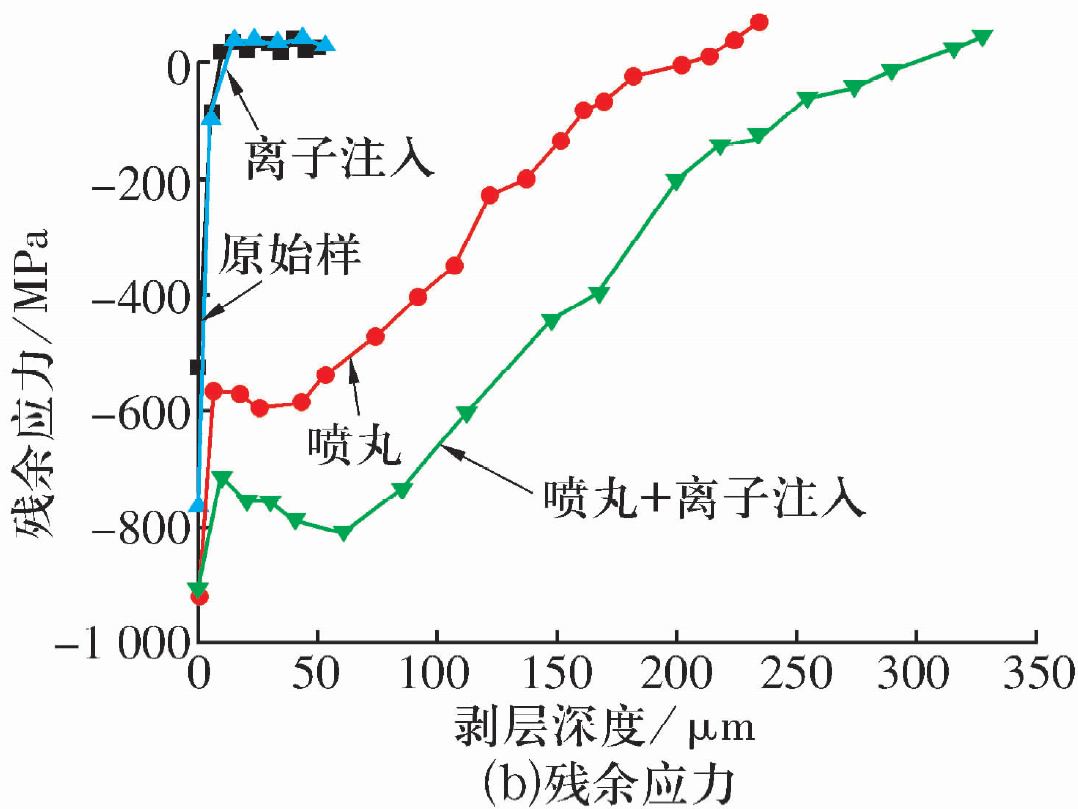
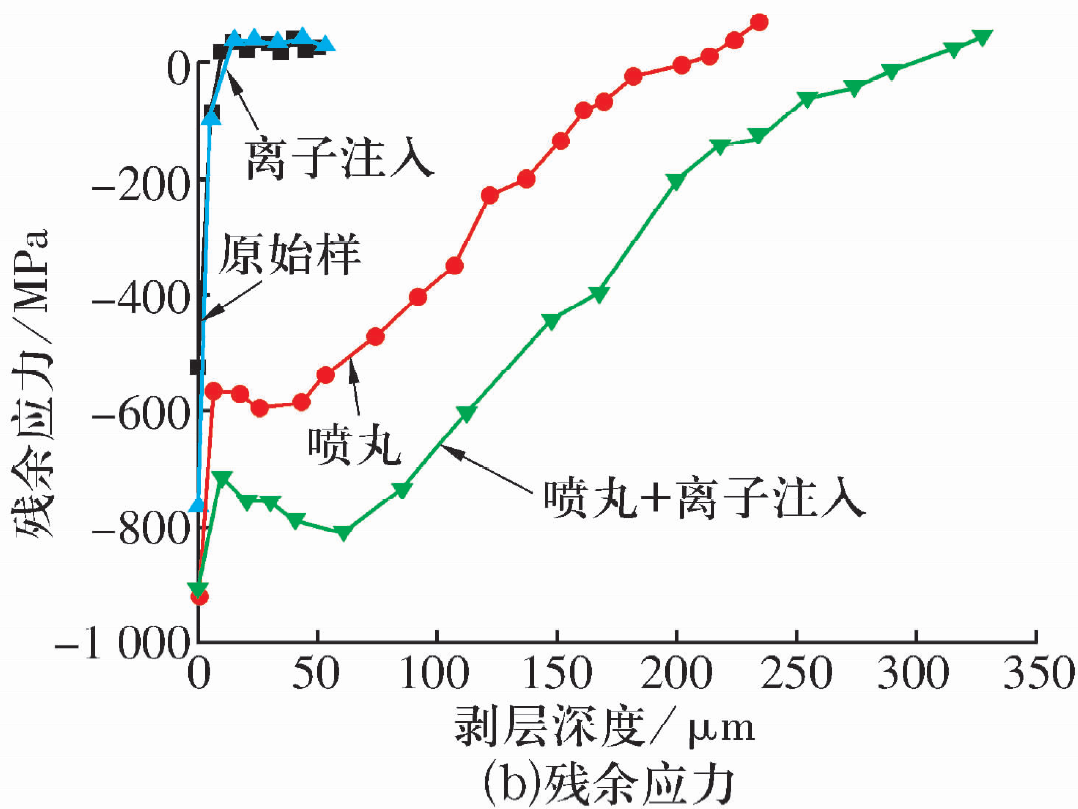
圖15 復合改性技術對N原子數分數和殘余應力的影響
Fig.15 Effect of composite modification technology on nitro-gen concentration and residual stress
4、展望
盡管8Cr4Mo4V鋼在航空航天領域的使用已達近半世紀,然而對其性能的挖掘從未停止。國產8Cr4Mo4V鋼在前期使用過程中依然存在穩定性及可靠性較差的問題。國內軸承企業與高校聯合開展的表面改性技術研究可大幅度提高材料的表面性能,并且很多技術已經推廣應用。但國產與進口8Cr4Mo4V鋼在可靠性及壽命上依然存在一定差距,國產8Cr4Mo4V鋼性能提升工作的研究重點有以下幾個方面:
1)一次碳化物的控制。現有研究結果表明一次碳化物是材料的主要疲勞裂紋源,應作為冶煉過程中的控制重點,進一步優化軸承鍛造過程對一次碳化物分布也可起到改善作用。
2)熱處理過程。應繼續深入開展馬/貝復合組織對其組織及性能的影響研究,并推進其工程化應用進程;磁場熱處理已被證實可提高W6Mo5Cr4V2工具鋼強韌性,并顯著縮短回火時間,因此,可將其推廣至8Cr4Mo4V鋼的熱處理。
3)表面強化。8Cr4Mo4V鋼“滲及注”改性過程相較于低碳、低合金鋼更困難,效率較低,應深入開展復合強化技術,以提高改性效率;目前表面改性相關研究多集中于硬度及應力的提升,隨著8Cr4Mo4V鋼在艦用燃氣輪機軸承上的推廣應用,耐蝕性的提高應作為未來研究的重點之一。
(參考文獻略)
來源:《軸承》2021年8期
作者:周麗娜,楊曉峰,劉明,童銳,王文雪
第一作者單位:中國航發哈爾濱軸承有限公司
引文格式:周麗娜,楊曉峰,劉明,等.8Cr4Mo4V高溫軸承鋼熱處理及表面改性技術的研究進展[J].軸承,2021(8):1-10.


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3
豫公網安備 41030502000528號
營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回