
闡述利用釬焊、激光熔覆、電弧噴涂、電弧堆焊等增材技術替代常規離心鑄造制造滑動軸承的優勢及目前的技術水平,以及隨增材制造技術而研發的高溫抗蠕變巴氏合金線材成分,線徑1.6 mm的細線材加工技術現狀,展望了增材制造應用在滑動軸承領域以及巴氏合金線材成分優化和相關配套技術的發展趨勢,對過細SnSb相是否會加速軸徑的磨損和多次電弧堆焊增材是否會影響結合強度的問題進行了探討。
以錫基巴氏合金為減摩層的滑動軸承適用于低速、重載工況,具有精度高,抗振性好,工作平穩可靠,噪聲小和壽命長等優勢。傳統技術手段是在碳鋼的鋼背上采用離心澆鑄或重力澆鑄制取鋼背-巴氏合金雙金屬軸瓦。鑄造工藝雖然技術成熟,但存在以下不足:結合強度偏低且不穩定,鑄造層較厚(一般為13 mm以上),組織粗大和偏析,裂紋縮孔等;工藝流程長,需經巴氏合金熔化、鋼背掛錫、熔體注入鑄造腔體、離心澆鑄成型、冷卻水噴淋、機床粗加工和精加工等,能耗和材料消耗大;環境安全職業健康(EnvironmentSafety Health, ESH)不夠理想,澆鑄過程受人為因素影響較多,導致質量一致性不高;在使用壽命、可靠性方面與國外存在明顯差距。采用增材制造技術符合軸瓦發展的必然趨勢,可解決鑄造存在的諸多不足,尤其是能夠縮短工藝流程,增材層厚度只有鑄造層的25%~30%,節約70%~75%的巴氏合金材料,人為因素減少,ESH更友好,可以推動行業技術的升級換代。
近年來滑動軸承的制造發展較快,釬焊、噴涂、堆焊、增材等工藝不斷迭代,大大推動了我國滑動軸承材料乃至零件制造水平的發展。增材制造是以三維模型數據為基礎,通過材料堆積的方式制造零件或實物的工藝。噴涂和堆焊都可進行增材制造,但需圍繞增加材料的厚度形狀、性能、效率和精度進行合理選擇。若增加涂層厚度只有微米級,一般看作表面處理,噴涂更多應用于表面處理,若厚度達到毫米級甚至更大,增加的材料更多,就更符合增材制造。另外,增材制造使形狀復雜零件的加工流程縮短,比如多個合金面用一臺設備、一道工序連續完成。激光作為加熱源在表面處理方面應用較多,也可用于增材制造。
下面詳細闡述目前國內電弧增材制造技術應用于軸瓦領域的現狀,有關配套錫基巴氏合金的成分研究及其線材制造技術水平,探討增材制造在軸瓦領域的應用,錫基巴氏合金線材和相關配套技術的發展趨勢及存在的問題。
國內外軸瓦增材制造技術的發展
1.1 國外
21世紀初,美國摩根精密軸承公司在上海投資成立摩根油膜軸承(上海)有限公司,并在國內率先采用氧-乙炔自動釬焊設備,在軸瓦鋼背上增加一層錫基巴氏合金。主要設備、釬焊線材和輔助材料均從美國進口,主要為軋鋼機械配套。雖然該技術比鑄造技術先進,但釬焊前要有嚴格的清理工序且需在鋼背上涂專用助焊劑,增加了生產成本,適合大中型滑動軸承,因此應用范圍受到限制。
三菱和大同等公司早期也開發了噴涂工藝和電弧堆焊工藝,但應用場合有限。由于國外公司技術保密,至今仍不清楚國外目前技術的應用情況,但從巴氏合金原料判斷,其應用技術主要是噴涂和鎢極惰性氣體保護( Tungsten Inertia Gas , TIG)電弧堆焊技術。德國RENK公司在應用巴氏合金絲材進行軸瓦修復的技術上也在開發新的增材制造技術。
1.2 國內
1.2.1 早期的修補應用
錫基巴氏合金熔點低,易于釬焊,氧-乙炔釬焊最先用于大中型滑動軸承的修復,如離心鑄造軸瓦加工后的缺陷或錫基巴氏合金層局部磨損、脫落,釬焊采用手工操作,僅限于修補滑動軸承,無法替代鑄造技術并實現規模化生產。文獻[8]給出了巴氏合金釬焊層的質量評價規范,詳述了焊接的一般要求、焊接線材、輔助材料(純錫或錫銀合金為過渡層、助焊劑)、焊前準備、焊接過程(基體預熱、過渡合金層焊接、巴氏合金工作層堆焊)、檢查和驗收,是對釬焊修復軸瓦過程進行規范和結果評判的依據。
1.2.2 釬焊涂敷錫基巴氏合金層
文獻[9]對錫基巴氏合金( SnSb11Cu6)/鋼基體過渡層組織進行研究,結果表明錫基巴氏合金/鋼過渡層的顯微硬度隨釬焊溫度的升高而明顯提高,該研究未給出結合強度的試驗數據。研究結果肯定了釬焊技術獲得的軸瓦性能優于鑄造。
1.2.3 激光熔覆技術
文獻[10]采用激光重熔技術提高軸瓦性能,在軸瓦的錫基巴氏合金離心澆鑄層表面采用激光進行掃描重熔,然后對重熔前后試樣進行對比,結果表明激光重熔可消除離心澆鑄錫基巴氏合金的化合物粗大、偏析和氣孔等缺陷;重熔層的組織質量和性能大幅提高,但該研究未給出結合強度的變化對比。文獻[11]研究了激光在鋼背上熔覆錫基巴氏合金粉末(SnSb11Cu6)獲得錫基巴氏合金層,其方式是在低碳鋼表面利用高能激光束熔化金屬表面形成熔池,并將合金粉末同步輸送入熔池最終形成熔覆層,研究表明其熔覆層形貌良好,實現了冶金結合,中間界面層厚度約6 μm,厚度分別為2,3 mm的錫基巴氏合金層結合強度可達到45.185,59.020 MPa。
1.2.4 熱噴涂技術
文獻[12]采用氧-乙炔火焰噴涂制造錫基巴氏合金軸瓦,試驗采用錫基巴氏合金(SnSb8Cu4)線材,除常規表面清理外,還需預先在鋼背上火焰噴涂100 μm厚的Ni-Al復合絲作為過渡層,結果表明軸瓦的使用壽命較為理想,但試驗未給出噴涂層的孔隙率、結合強度等參數。文獻[13]研究電弧噴涂錫基巴氏合金(SnSb8Cu4)層在潤滑條件下的磨損性能,對比了電弧噴涂、鑄造以及電弧堆焊方法制備的錫基巴氏合金層與鋼背的磨損表現,給出了在潤滑條件下電弧噴涂錫基巴氏合金涂層具有比鑄造錫基巴氏合金層更好的減摩性能的結果,該研究認為電弧噴涂獲得的錫基巴氏合金增材層組織結構優于鑄造和堆焊層;電弧噴涂層的固有孔隙特性可起到儲油、潤滑作用,但未進一步研究噴涂層的孔隙率和結合強度。
文獻[14]研究電弧噴涂技術制造錫基巴氏合金(SnSb11Cu6)軸瓦增材層,表明雖然增材層抗磨性較好,但結合強度測試數據最高不超過17.5 MPa,其正面孔隙率為1.74%。文獻[15]研究結果表明,電弧噴涂的錫基巴氏合金層經170~300°C融合4h后,結合強度可提高到50 MPa左右。
根據某滑動軸承制造企業引進電弧噴涂技術的數據,數次噴涂才能達到所需的增材層厚度,材料利用率只有30%左右,噴涂期間基體溫度需保持在200°C左右。
1.2.5 電弧熔覆技術
電弧廣泛應用于金屬焊接,作為增材制造的熱源應用于錫基巴氏合金軸瓦制造領域是近10年來才發展起來的一項新技術。文獻[17]以SnSb11Cu6為研究對象,研究了熔化極惰性氣體保護( Metal Inertia Gas,MIG)堆焊工藝對錫基巴氏合金軸瓦組織及性能的影響,結果表明:增材層組織方面,離心鑄造的軸瓦錫基巴氏合金層組織粗大,SnSb硬質相尺寸達到95 μm左右,同時存在嚴重的組織偏析現象,而MIG堆焊工藝的組織細小、均勻,SnSb硬質相尺寸不超過17 μm,同時未觀察到明顯組織偏析;結合強度方面,鐵元素向錫基巴氏合金層內擴散距離約為5μm,離心鑄造僅約0.5 μm,離心鑄造軸瓦斷口主要特征為粗大的SnSb相顆粒發生的穿晶解理斷裂,MIG堆焊工藝斷口的主要特征為撕裂棱、樹枝狀Sn5Cu6及二次裂紋,測試數據表明MIG堆焊工藝結合力比離心鑄造提高1倍,達到80 MPa左右,該研究未述及所測試樣的錫基巴氏合金層厚度。以SnSb11Cu6,SnSb8Cu8和SnSb8Cu4為研究對象,進一步研究MIG堆焊工藝的錫基巴氏合金軸瓦結合強度,得出SnSb11Cu6 , SnSb8Cu8和SnSb8Cu4的結合強度分別為66.42,75.72,83.07 MPa,并給出Sb含量是影響結合強度的主要原因,該研究未給出所測試樣的錫基巴氏合金層厚度。
MIG焊和TIG焊技術在增材制造領域的優勢為國內軸瓦制造領域技術更新換代奠定了基礎。2010年以來,國內數家高等院校聯合軸瓦和錫基巴氏合金線材生產企業開始研究MIG焊和TIG焊作為增材制造技術在軸瓦領域的應用:哈爾濱工業大學與太原重工油膜軸承分公司聯合建立了MIG焊工藝數據庫,在國內首先完全替代了離心鑄造工藝;東南大學與申科滑動軸承股份有限公司合作,引進多條基于MIG焊的增材制造生產線,逐步在大中型尺寸軸瓦和全部平面軸瓦加工中替代鑄造技術;哈爾濱電機廠機電工業有限公司也引進了MIG焊技術逐步替代離心鑄造技術;首先進人中國的摩根油膜軸承(上海)有限公司也開始引進MIG焊或TIG焊技術替代釬焊工藝。
MIG堆焊過程中錫基巴氏合金線材作為自耗電極不斷熔化,且其線徑不超過1.60 mm,熔化形成的熔滴易在大電流的作用下產生爆斷飛濺,輸入的電流波動大,質量欠佳的錫基巴氏合金線材則容易造成過多的飛濺物,影響增材層的質量和堆焊效率。新型數字化MIG焊工藝將電弧參數反饋和高速伺服送絲系統形成控制閉環,將焊絲的運動與熔滴過渡過程相結合,解決了普通MIG堆焊過程短路、噴射、脈沖過度形成大電流造成熔滴汽化爆斷難題,其原理是將焊絲的運動直接與焊接過程結合,熔滴過渡時電流為零,沒有頸縮爆斷,焊絲回抽運動幫助熔滴脫落與過渡,因此輸人的能量更少,電流波動更平穩,堆焊層更平整(新型數字化MIG焊工藝的增材層厚度可比MIG堆焊減小0.5 mm),堆焊效率更高。
此外,數字化電弧加熱與多自由度高精密機器人系統(圖1)可實現多維、多位置和連續掃描方式沉積,從而實現3D打印,解決了滑動軸承小批量和多品種的復雜工藝問題,通過離線編程方式可真正實現無人化增材制造。
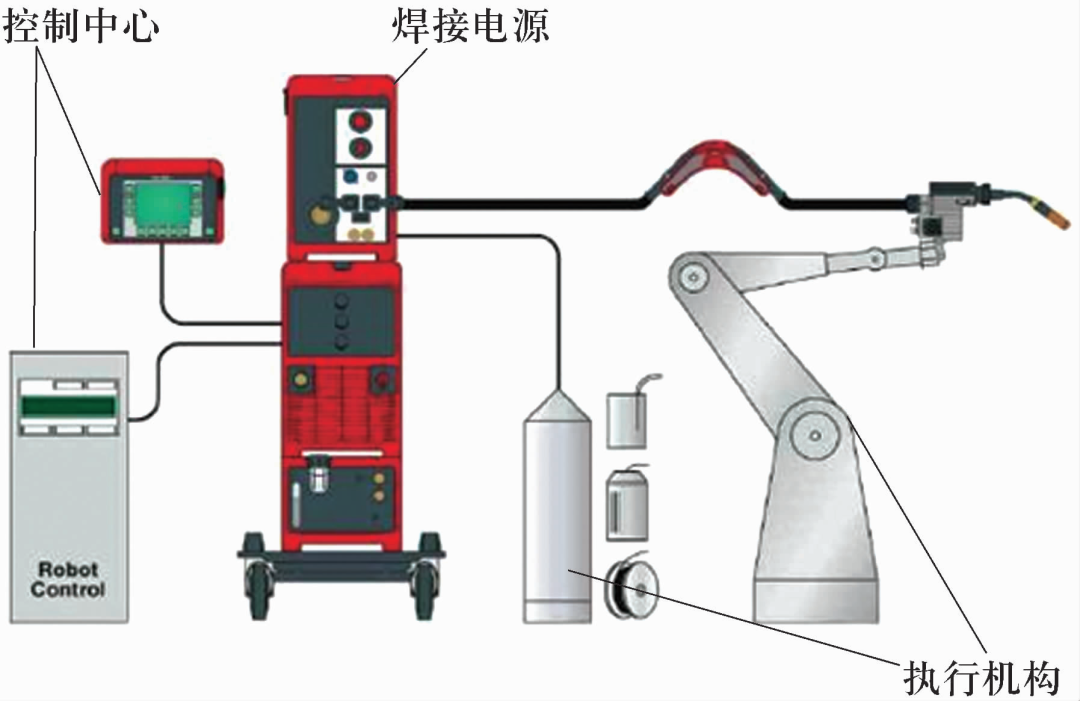
圖1 錫基巴氏合金增材制造設備
(未完待續)
(來源:軸承雜志社)


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3
豫公網安備 41030502000528號
營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回