
解決措施
1 密封圈
1.1 選擇質量可靠的密封圈材料
國內密封圈的抗老化、抗磨損等關鍵性能與國外還有一定差距,當前大多風電機組制造商采用成本較高的進口密封圈材料。
1.2 改善密封圈的結構
目前國內大部分變槳軸承密封圈采用類似雙唇的結構,如圖4所示,結構簡單,防止內部漏脂的能力有限,因此在原有結構基礎上進行優化,將雙唇結構改為多唇結構(圖5) ,同時增加2道直密封唇加強防泄漏效果,其安裝示意圖如圖6所示。
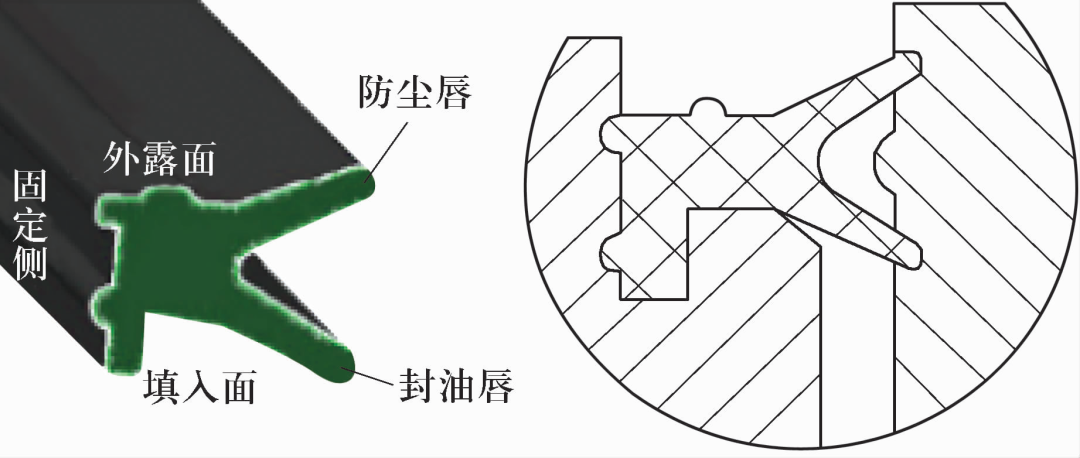
圖4 變槳軸承原密封結構
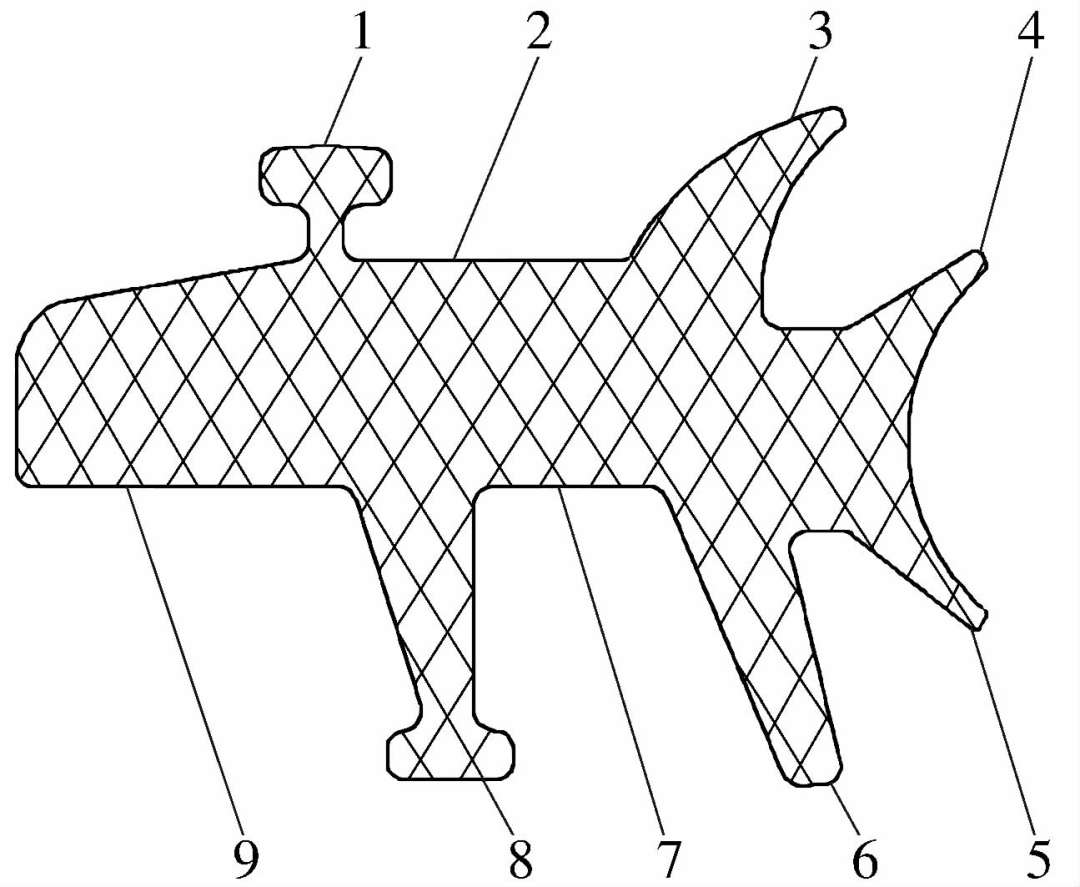
1—凸臺;2—主密封體;3—防塵唇;4—第3道封油唇;5一第2道封油唇;6—第1道封油唇;7—第1道直密封唇;8—第4道封油唇;9—第2道直密封唇
圖5 新型防泄漏密封圈截面示意圖
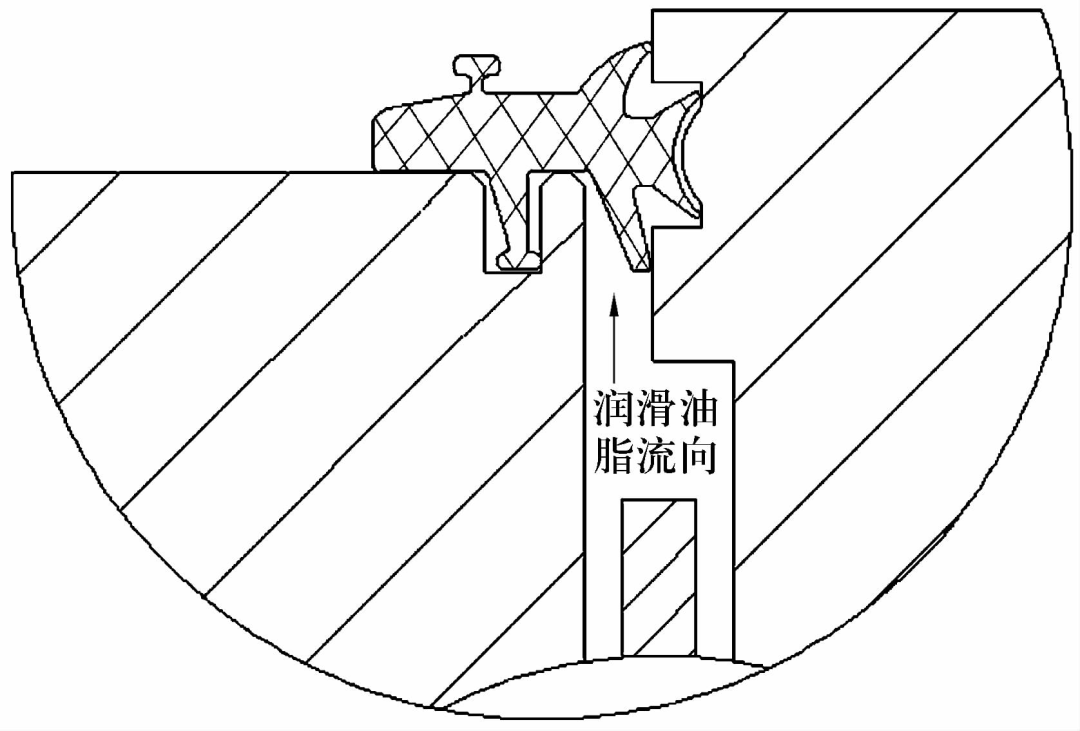
圖6 新型防泄漏密封安裝示意圖
第1道封油唇前端與變槳軸承內圈的外圓表面緊密接觸,末端與外圈的內圓表面緊密接觸,其外側凸起的弧面有利于抵消變槳軸承內部的潤滑脂壓力,可防止潤滑脂從第1道封油唇與內外圈之間的間隙泄漏。
第2道、第3道封油唇外形呈魚尾狀,其與內圈外圓表面上的密封槽接觸,兩者之間存在微小的間隙,丁晴橡膠密封圈具有一定的彈性,既能保證變槳軸承正常回轉,又能防止從第1道封油唇泄漏的潤滑脂繼續向外泄漏。
第4道封油唇與外圈的嵌槽接觸,可防止變槳軸承泄漏的潤滑脂繼續向外泄漏。
防塵唇外形呈魚鰭狀,末端與內圈的外圓表面緊密抵靠,其外側面凸起的弧面不僅保證了防塵唇與內圈緊密抵靠,而且利于加工。防塵唇具有雙向防護的特點,既能防止泄漏的潤滑脂繼續向外部泄漏,又能防止空氣中的灰塵、雜質或其他有害物質進入到變槳軸承內部導致溝道磨損或發熱卡死,造成風電機組無法正常工作,甚至出現重大事故。
第1道、第2道直密封唇與外圈表面接觸,可防止泄漏的潤滑脂繼續向外泄漏。
凸臺位于主密封體上,上表面為平面,同時與防塵唇之間預留了安裝工具操作空間,可使用帶滾輪結構的操作工具沿凸臺上表面前后滾壓,將密封圈壓實,從而保證密封圈的密封效果。
新型防泄漏密封圈整體外形呈魚骨形,采用1道防塵唇、4道封油唇、2道直密封唇,可有效杜絕軸承內部潤滑脂向外泄漏。
1.3 合理維護并及時更換損壞或老化的密封圈
必須嚴格按規定的工藝安裝或維護密封圈,避免密封圈安裝不合格或密封圈損壞的情況。對漏脂變槳軸承密封圈進行檢查,如發現密封圈存在老化、磨損嚴重、破損、翹曲變形等情況,需及時清理漏脂,并按工藝要求更換新密封圈。
1.4 縮小液壓拉伸器拉伸頭尺寸
與液壓拉伸器供應商進行技術溝通,縮小拉伸頭外形尺寸,避免液壓拉伸器現場作業時擠壓損壞密封圈;進一步規范現場安裝工藝,增加一項“液壓拉伸器現場作業時,檢測拉伸頭與密封圈距離”的工序。
2 改善變槳軸承內部結構
2.1 溝道底部溝槽
變槳軸承溝道結構設計不僅影響潤滑脂在軸承內部溝道的流動性,也影響與溝道相連接的一段排脂孔的直徑。潤滑脂的流動性與其流經的截面形狀及面積有關,截面越小,流動性越差。
某供應商設計的變槳軸承溝道內部結構如圖7a所示,溝底全部為圓弧過渡,經風場實際驗證這種溝道截面形狀不利于潤滑脂在溝底的流動。改進后的溝道截面形狀如圖7b所示,溝底增加了矩形溝槽,從而增加了潤滑脂的流動性。試驗結果表明,溝道截面形狀改進后潤滑脂可從排脂孔順暢排出,且密封圈無鼓包、漏脂現象。
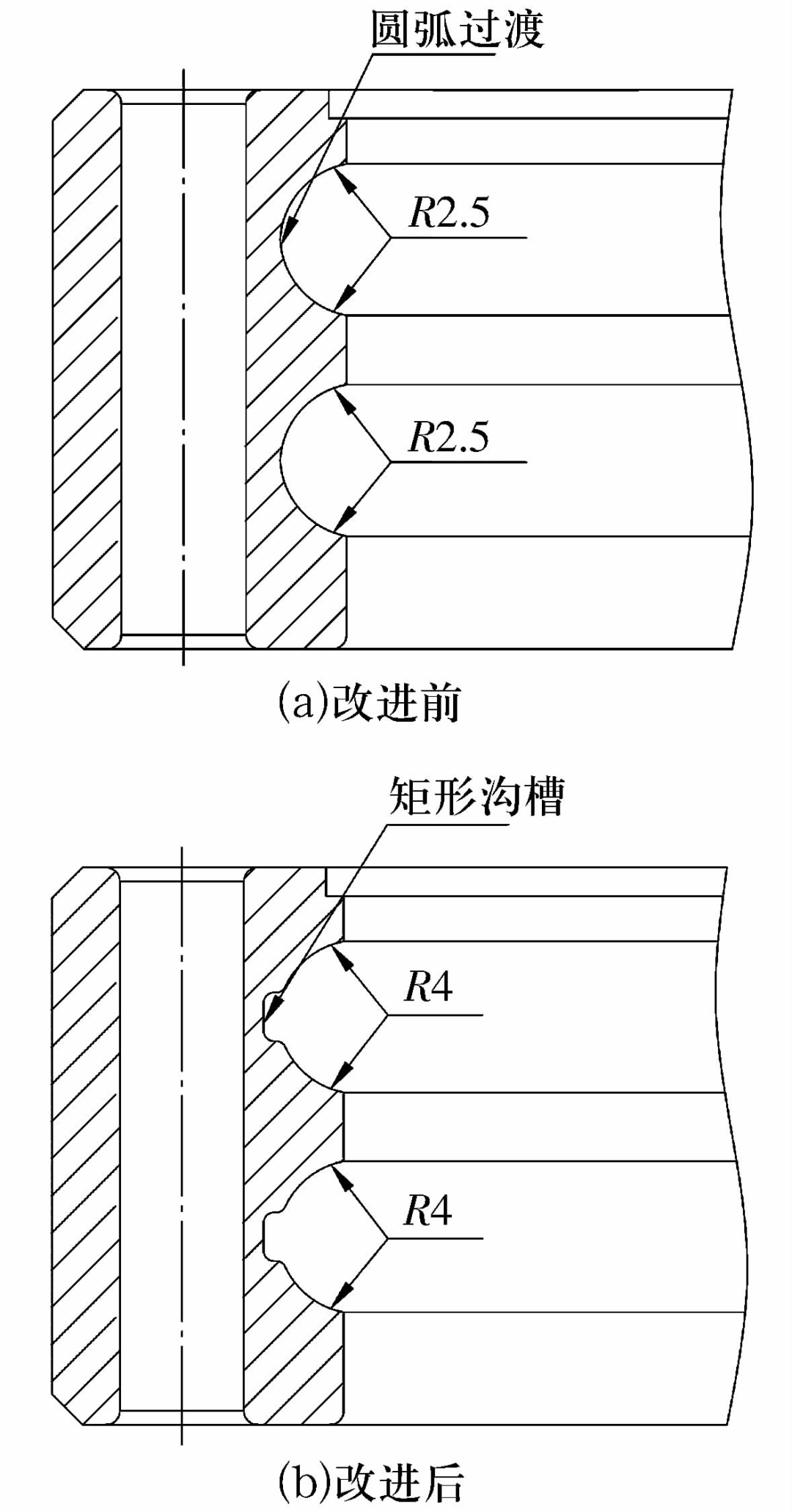
圖7 某變槳軸承溝道結構
2.2 改善軸承脂孔尺寸與分布結構
GB/T 29717—2013《滾動軸承風力 發電機組偏航、變槳軸承》規定變槳軸承注脂螺紋孔規格一般為M10 mm×1 mm,排脂螺紋孔規格為M14 mm×1.5 mm,當有特殊要求時排脂孔數量、位置和規格由軸承制造商與風電機組制造商協商確定。注脂孔與排脂孔結構如圖8所示。
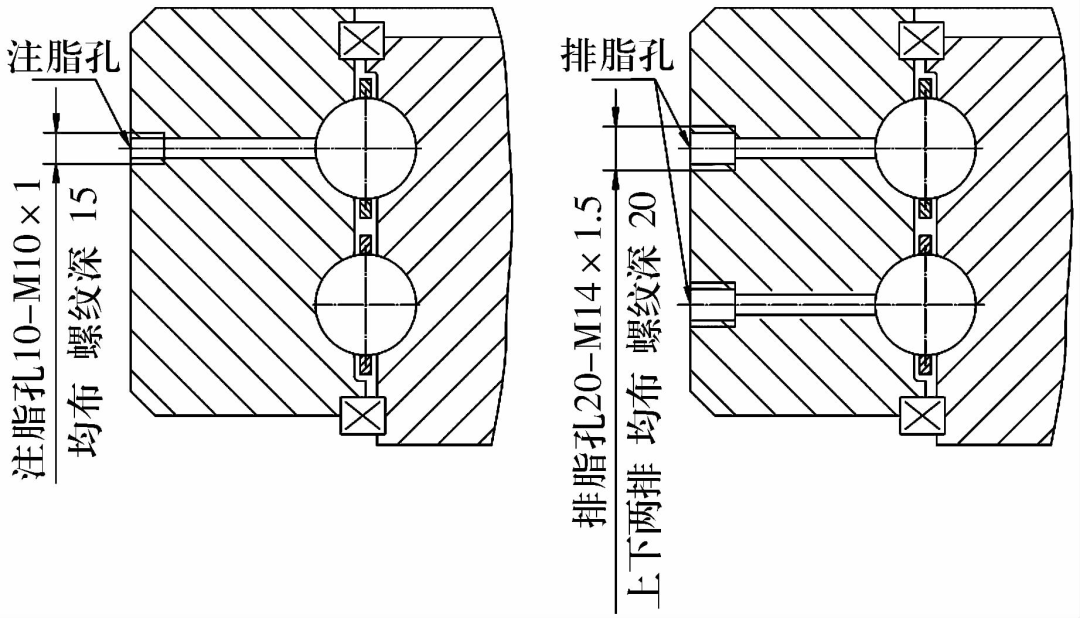
圖8 注脂孔和排脂孔結構示意圖
由圖8可知,整個排脂通道為階梯結構,分為軸承外側與集脂瓶相接的螺紋孔部分和靠近軸承內側與溝道相連接的光孔部分。潤滑脂流經的截面面積越小,排出時阻力越大,因此,在軸承結構允許的情況下,適量增加軸承排脂孔外側連接螺紋孔的直徑和深度,盡量使排脂螺紋孔接近溝道,以減小潤滑脂排出的阻力。排脂孔靠近溝道的光孔部分由于受溝底設計槽寬限制,一 般直徑為9 ~12 mm,若改善軸承溝底結構,增大槽寬,可考慮增加排脂孔靠近溝道的光孔部分的直徑,有利于排脂。
變槳軸承排脂孔與注脂孔一般均為間隔分布,排脂孔軸向位置處于溝道中心。
3 合理選擇潤滑脂及集中潤滑系統設置
3.1 選擇合適的潤滑脂
根據變槳軸承的實際工況、潤滑脂的稠度及其與密封圈的兼容性等選擇合適的潤滑脂。潤滑脂使用溫度為-40~150℃,應具備抗微動磨損性、極壓性、抗水性、防腐性和泵送性良好等性能。
3.2 選擇合適的注脂量及潤滑系統控制策略
強制要求變槳軸承最多只能加注70%的填充量,且使用集中潤滑系統,不建議采用人工注脂的方式。
考慮到變槳軸承不運行或機組長時間停機狀態時集中潤滑系統仍按其預設好的固定程序繼續注脂,因此需對集中潤滑系統的控制策略進行優化,更改注脂控制方式為變槳軸承運行時注脂(此時所需注脂壓力遠小于密封圈的密封壓力),不運行時不注脂。同時參考變槳軸承變槳的角度、速度、時間及累計變槳時間等因素設計控制策略,確定注脂的頻率、時間等各項指標。另外,集中潤滑系統應根據現場的外界溫度進行調整,低溫時潤滑脂的稠度大,泵送性較差,此時需要提高注脂頻率;高溫時潤滑脂的稠度小,泵送性較好,此時需要降低注脂頻率。
針對集中潤滑系統的壓力泵或輸脂管中的空氣未完全排空造成漏脂的問題,可以在集中潤滑系統安裝完成后,與變槳系統進行聯合調試,通過實際運行集中潤滑系統檢驗變槳軸承溝道中是否有殘存空氣并進行充分排除。
3.3 增加廢脂清除系統
如圖9所示,廢脂清除系統的工作原理為:啟動液壓泵,壓力油通過動力管A驅動廢油吸排脂器將軸承內的廢油吸入吸排脂器內腔,然后分控箱啟動二位四通閥,系統換向,壓力油通過動力管B驅動廢油吸排脂器將排脂內腔中收集到的廢脂通過集廢油管集中收集到集油箱。
另外可采用真空袋代替集脂瓶來收集廢脂,或者縮短廢脂排出管路,增大集脂瓶管口直徑等方法來改善廢脂不易排出的情況。
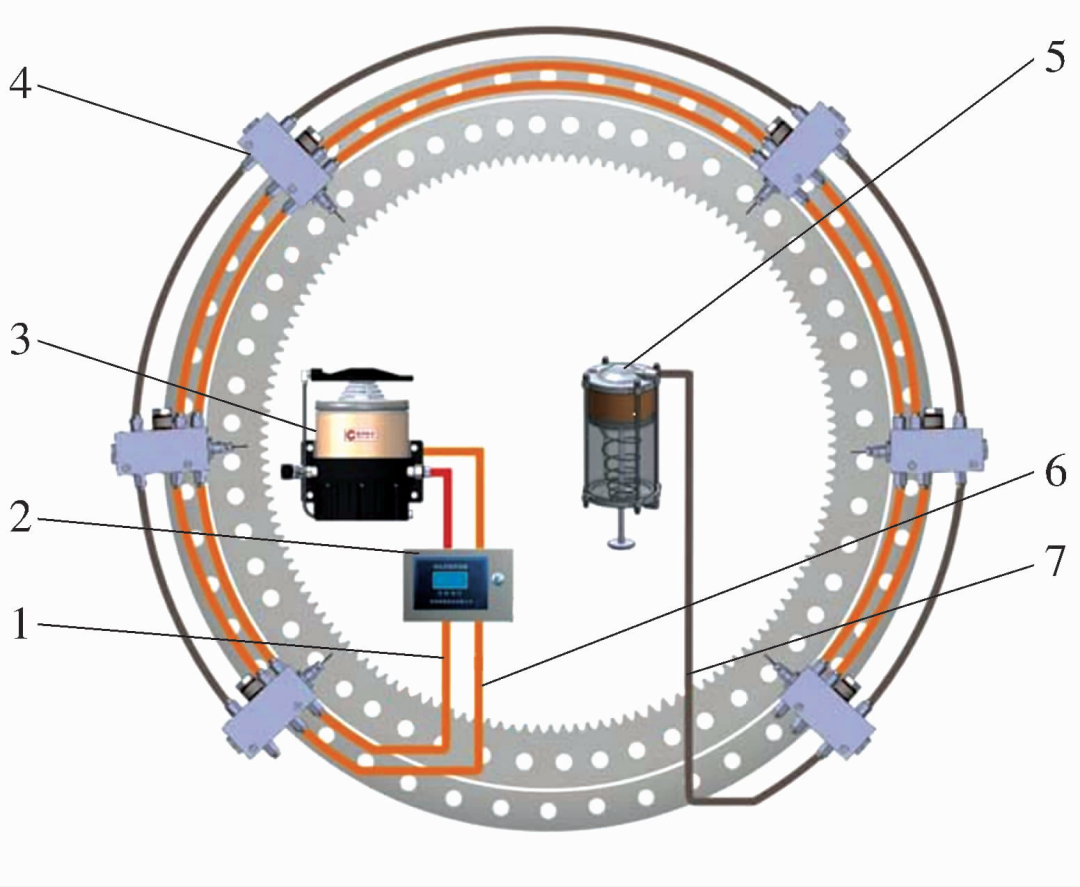
1一動力管B;2—集油箱;3—液壓泵;4—廢油吸排脂器;5—分控箱;6—動力管A;7—集廢油管
圖9 廢潤滑脂清除系統結構原理圖
(第一部分請見網站;風電機組變槳軸承漏脂分析及改進措施(1))
(來源:軸承雜志社)


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3
豫公網安備 41030502000528號
營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回