
淬火裂紋是指在淬火過程中或在淬火后的室溫放置過程中產生的裂紋。后者又叫時效裂紋。造成淬火開裂的原因很多,在分析淬火裂紋時,應根據裂紋特征加以區分。
常見的淬火裂紋有以下幾種:
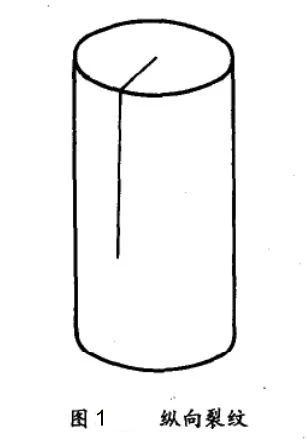
一、縱向裂紋
如圖1所示,也稱為軸向裂紋,是典型的由組織應力(切向應力)引發的裂紋,由表面向內開裂,裂紋深而長。常發生于淬透的工件。鋼中有嚴重的帶狀碳化物偏析或沿縱向排列的非金屬夾雜物等缺陷會增大形成縱向裂紋的敏感性。
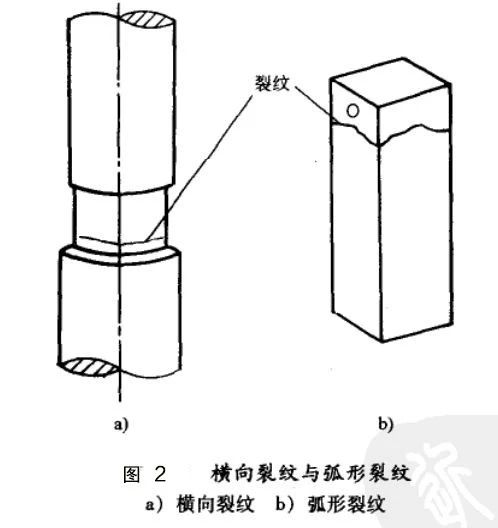
二、橫向裂紋或弧狀裂紋
如圖2所示,裂紋經常發生于工件尖角處。未淬透的高碳鋼件或滲碳件在過渡區易產生拉應力峰值,此類裂紋常萌生于一定深度的表層或工件內部。淬火鋼件上有軟點時,也易形成細小的弧形裂紋。
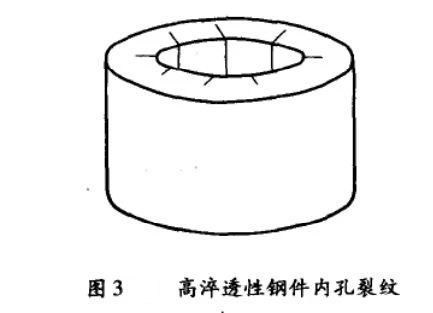
三、內孔縱向裂紋
鋼的淬透性足夠大時內孔表面的內應力以組織應力為主,切向拉應力較大,易在內孔壁上形成沿縱向分布的裂紋,從端面看呈放射狀,如圖3所示。
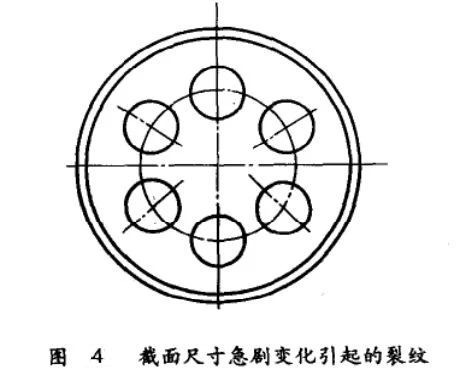
四、截面厚薄懸殊引起的淬火裂紋
冷卻時在厚薄相差懸殊的部分馬氏體相變的時間差很大,形成很大的組織應力,以致產生裂紋,如圖4所示:
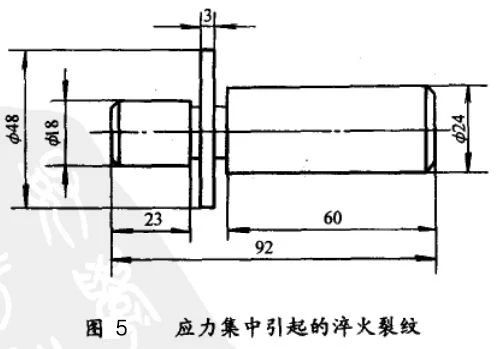
五、應力集中引起的裂紋
鋼件上有尖角、缺口等存在的情況下,易在淬火時造成應力集中而產生裂紋,尤其是在應力集中和截面尺寸急劇變化的共同作用下,淬裂的危險更大,如圖5中3mm厚的凸緣根部很容易開裂。
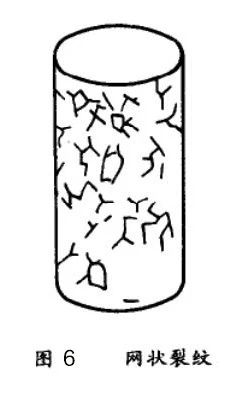
六、網狀裂紋
這種裂紋具有任意方向性而與工件的形狀無關,如圖6所示。網狀裂紋的深度一般在0.01-0.15mm范圍內,是一種表面裂紋,高碳工具鋼和合金工具鋼表面脫碳后淬火易形成網狀裂紋。
七、原材料缺陷引起的裂紋
原材料中的夾渣、網狀碳化物、塑性成型過程中的表面折疊、加熱時的過熱組織等都可能稱為裂紋源。在淬火時會暴露出來或進一步擴展,解決此類裂紋,應從控制淬火前的原材料質量入手。
(來源:熱家網)


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3
豫公網安備 41030502000528號
營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回