
隨著航空航天技術的發展,軸承鋼的種類和承溫能力逐漸提高。我國航空航天軸承的熱處理技術一直處于發展階段,但與國外軸承鋼的熱處理技術相比仍有一定的上升空間。總結國內外航空航天軸承鋼及熱處理技術的發展,主要 論述了GCr15、8Cr4Mo4V、G13Cr4Mo4Ni4V等軸承鋼的熱處理技術 ,介紹了GCrl5軸承鋼的馬氏體等溫淬火、貝氏體等溫淬火、馬氏體+貝氏體混合等溫淬火組織,詳細介紹了國外M50軸承鋼的熱處理工藝方法、工藝參數及獲得的熱處理組織。
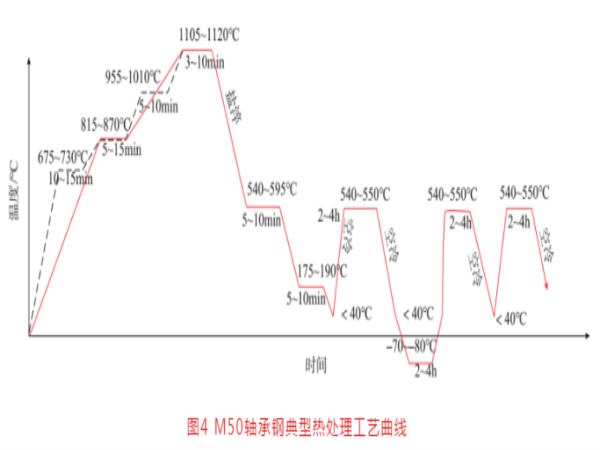
高溫保溫時間是M50軸承鋼熱處理中的關鍵環節,預熱后,零件在1105~1120℃之間奧氏體化3~10min。奧氏體化的最佳時間取決于零件的截面積及裝載量,可以通過試驗確定,時間間隔按照0.5min逐漸增加,以檢測獲得的晶粒尺寸和硬度。淬火后的樣品晶粒度比較容易測量,硬度應該在回火后測量。理想情況下,保溫時間應該盡可能短,能夠滿足硬度要求條件即可,以減小晶粒的尺寸。奧氏體化后,零件淬入540~595℃的熔融鹽浴中5~10min,該保溫工序降低內應力及減小零件心部和表面溫差的作用優于空冷和后續的等溫淬火。然后進行淬火處理,淬入175~190℃的等溫鹽浴中5~ 15min。該工序有利于降低心部和表面的溫差,有利于減少奧氏體向馬氏體轉變過程中形成的殘余應力,預防發生變形或者萌生裂紋。接下來的馬氏體轉變,零件可采用空冷方式冷卻至室溫,不能直接采用水洗、回火或者深冷處理。如果采用氣冷裝置或者設施,應該使零件在30~ 60min內從175~ 190℃勻速冷卻到室溫。縮短冷卻時間,可能導致生成更高的殘余應力,同時導致形變和裂紋萌生的傾向性提高。
M50軸承鋼需要進行多次回火以提供最大硬度,并保持尺寸穩定性。零件應該進行3次或3次以上回火,回火溫度在540~ 550℃之間,時間為2~4h,每次回火都要冷卻到40℃以下。在第1次回火前或第1次回火后,進行深冷處理有利于殘余奧氏體向馬氏體的轉變。M50軸承鋼常用的冷處理溫度為-70~-85℃,時間為2~4h,回火前進行深冷處理對軸承鋼的作用最大。然而,未經過等溫處理的零件、容易產生裂紋的零件,不需要進行冷處理。當零件在回火前進行冷處理時,淬火和回火之間的時間間隔不能超過5h。如果超過5h,之前的應力會釋放,降低了冷處理的有效性。當設備、時間或零件不具備在回火前進行冷處理的條件時,零件應該在第1次回火和第2次回火之間進行冷處理。根據國外軸承鋼的熱處理要求,制定出M50鋼的典型熱處理工藝曲線如圖4所示。
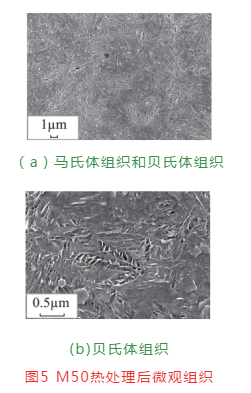
采用這種熱處理工藝獲得的M50軸承鋼的微觀組織如圖5所示 。 淬火后 鋼中的組織主要為馬氏體+貝氏體,經回火處理后得到回火馬氏體+下貝氏體,回火后已經看不到馬氏體的基本特征,總體表現為回火 索氏體組織,并分布有少量竹葉片狀貝氏體組織。
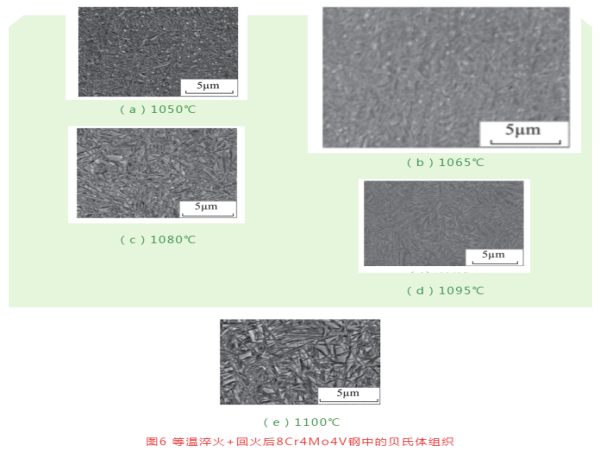
8Cr4Mo4V軸承鋼可以通過等溫淬火獲得貝氏體+馬氏體組織,等溫淬火后貝氏體含量比國外熱處理工藝獲得的貝氏體含量稍高。8Cr4Mo4V軸承鋼中貝氏體形貌與固溶加熱溫度之間存在明顯關系,分別加熱至1050℃、1065℃、1080℃、1095℃和1110℃,保溫1h后淬入260℃鹽浴爐中等溫處理8h,然后進行3次550℃×2.5h回火,獲得的貝氏體組織如圖6所示。當固溶溫度較低為1050℃和1065℃時,獲得的貝氏體細小;而等溫淬火溫度較高為1095℃和1110℃時,獲得的貝氏體尺寸較大。
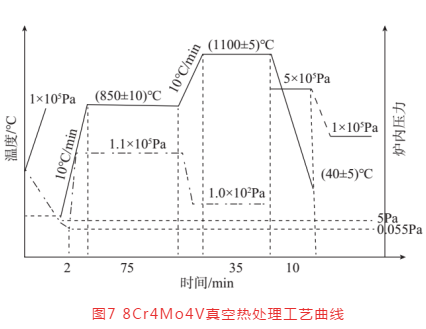
軸承套圈國內現有主流熱處理工藝為真空淬火+回火
,采用的真空氣淬熱處理工藝見圖7。采用真空氣淬熱處理工藝對8Cr4Mo4V鋼制軸承零件進行熱處理后,硬度、組織均可達到技術要求,表面質量優良,可省去酸洗、清理等工序,節省部分磨削時間,經濟效益顯著,同時可以提高軸承的使用壽命,但真空熱處理仍然存在一定的缺點和不足,有待進一步改進。
3、G13Cr4Mo4Ni4V 軸承鋼的熱處理及其發展
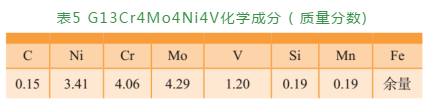
為了提高軸承套圈的耐沖擊能力,發展出滲碳型G13Cr4Mo4Ni4V鋼(國外牌號M50NiL )為航空航天軸承主要應用材料,其化學成分見表5。該軸承鋼在工作中需要高強度、高硬度、高耐磨性和8Cr4Mo4V軸承鋼的要求相似。G13Cr4Mo4Ni4V是一種滲碳鋼,與完全硬化的M50軸承鋼相比,它的心部具有更高的沖擊韌性。在滲碳過程中將G13Cr4Mo4Ni4V試樣加熱至滲碳溫度,對其滲碳、擴散,短時的循環滲碳與長時的擴散相結合可以提高M50NiL軸承鋼材料對碳的吸收能力。然后通過高溫固溶與低溫回火相結合使G13Cr4Mo4Ni4V軸承鋼硬度增加,使碳化物細化均勻地分布在基體中。
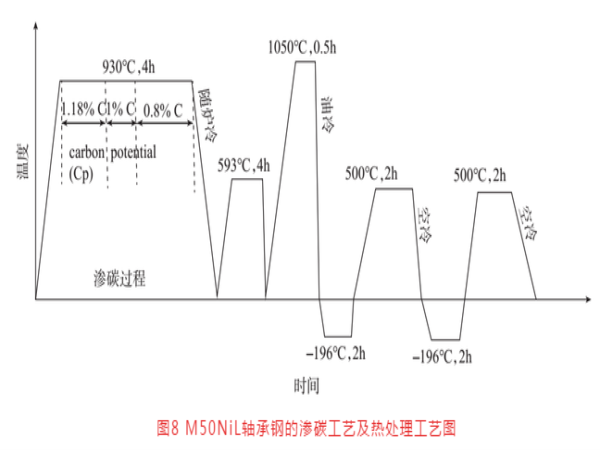
滲碳通常用作G13Cr4Mo4Ni4V鋼的表面硬化,其他表面熱化學處理,包括氣體等離子滲氮、稀土摻雜和離子注入等也被應用于該鋼種。國外M50NiL軸承鋼的熱處理工藝曲線如圖8所示, 滲碳后從表面到心部的成分和微觀結構各不相同,碳濃度變化會導致沿著硬化層深度方向出現多種不同的微觀結構。
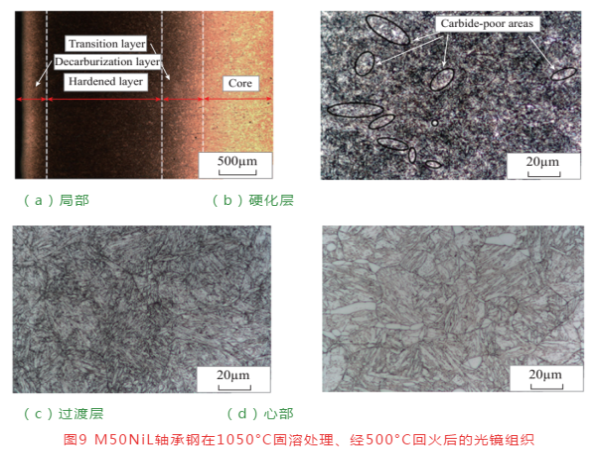
M50NiL軸承鋼熱處理后層狀組織分布明顯
,如圖9所示。硬化層的顯微組織由針狀回火馬氏體、少量殘余奧氏體和球碳化物組成。圖9 (b)表明,硬化層的顯微組織由針狀回火馬氏體、少量殘余奧氏體和球狀碳化物組成。從圖9(c)可以看出,過渡層的主要組織為針狀回火馬氏體,夾雜少量碳化物。心部組織與表面不同,主要的顯微組織是鐵素體基體及厚板條回火馬氏體,如圖9(d)所示。
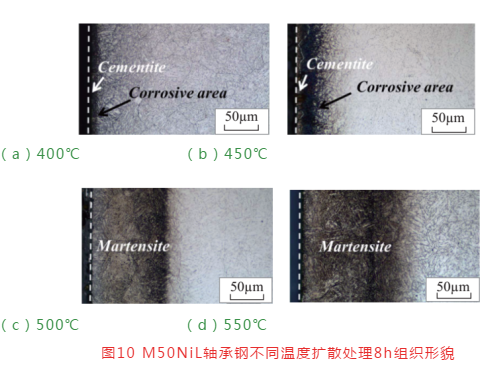
等離子滲碳是一種等離子輔助表面熱處理工藝,它可以促進碳在鋼表面的擴散,形成碳化物,可以提高軸承鋼表面的強度和耐磨性。M50NiL軸承鋼經過等離子滲碳表面處理以后,表面硬度大、心部韌性好,滿足飛機發動機部件在惡劣環境中的使用要求。等離子滲碳處理后,將M50NiL軸承鋼在1050℃下固溶處理1h,進行氣體淬火。部分研究表明等離子滲碳過程中的擴散動力學的臨界溫度450~500℃之間。因此,將試樣分別在440℃、450℃、500℃、550℃下處理4h、8h及12h后,試樣隨爐冷卻到室溫的微觀組織形貌見圖10,可以看出滲 碳溫度越高滲碳層越厚,表面層微觀結構越均勻。滲碳溫度在400~450℃之間時表面層結構為滲碳體,當溫度處在500~550℃之間時表面層結構為馬氏體。與未經過等離子滲碳處理的軸承鋼試樣相比,經過等離子滲碳處理的軸承鋼試樣表面硬度更高。在400℃和450℃下熱處理后的軸承鋼試樣硬度和彈性模量高于500℃和550℃熱處理后的軸承鋼試樣硬度和彈性模量,這是因為形成了較硬的Fe3C相。
4、其他軸承鋼的熱處理工藝
CSS-42L(國內牌號BG801)是航空航天軸承、齒輪用鋼,也是一種高強度不銹鋼,被應用于軸承的制備,屬于第3代軸承鋼,具有高強度和良好耐腐蝕性優點,其化學成分如表6所示。CSS- 42L軸承零件在885℃條件下進行固溶處理lh,氣淬到室溫,然后在-73℃下進行冷處理1h,最后在482℃下回火5h后的微觀組織形貌見圖11。
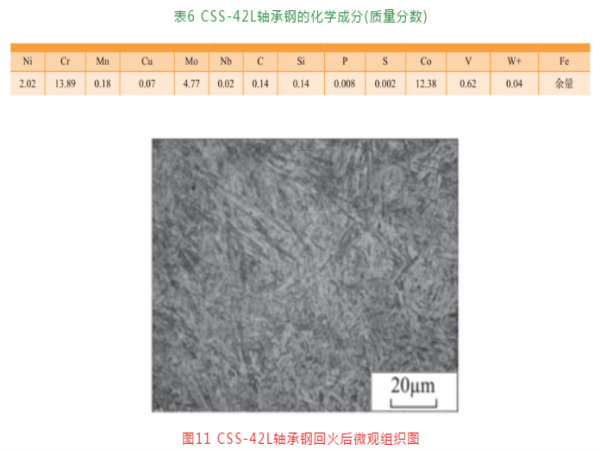
CSS- 42L合金元素含量較高,經過淬、回火后一般會存在一定含量的殘余奧氏體,殘余奧氏體會降低材料強度且在服役過程中可能呈現不穩定狀態。若在一定的應力條件下誘發形變或降溫過程中轉變成馬氏體組織,則會導致零件尺寸在使用過程中發生變化,影響零件的正常使用甚至失效。
5、結束語
通過對現有研究的分析,總結了國內軸承鋼的發展歷程,詳細介紹了航空軸承用鋼GCr15、8Cr4Mo4V和G13Cr4Mo4Ni4V鋼的熱處理工藝及工藝對微觀組織的影響 。 GCrl5 軸承鋼的現有熱處理方式為油淬,直接獲得馬氏體組織,或者通過等溫處理獲得馬氏體、貝氏體及馬氏體+貝氏體組織。國外M50鋼的主要熱處理方式為等溫淬火,獲得的理想組織為馬氏體+貝氏體的混合組織。滲碳型G13Cr4Mo4Ni4V軸承鋼具有較高的沖擊韌性,在加工復雜結構的折返彈支軸承方面得到了更大的應用。為適應軸承齒輪一體化要求,BG801合金在軸承和齒輪復合加工、復合熱處理方面未來需要開展更多的研究工作。
(來源:軸承雜志社)


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3

營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回