
性色在线毛片视频网站丨免费看片A级毛片免费看丨亚洲三级毛片免费观看丨黄色毛片在线观看丨国产黄色免费高清视频丨免费国产黄色大片丨免费国产黄色大片丨免费观看黄网站入口 汽車軸承材料及熱處理技術
汽車行業是我國重要的支柱產業,在整個加工制造業中占有不可忽視的一席之地。車身上的多個部件可見到軸承的身影,它有著承受載荷、降低摩擦、引導運動件的特殊使命。隨著我國經濟發展和工業技術的不斷進步,中國已成為包括汽車軸承在內的軸承生產大國,但是與德國Schaeffler、瑞典SKF、美國TIMKEN、日本KOYO等一流廠家還存在著較大差距,材料作為源頭,今后的努力方向依然是嚴控冶金質量、非金屬夾雜物級別、碳化物大小及分布、提高熱處理技術水平等。
熱處理是汽車軸承制造過程的關鍵工序,其加工質量好壞與原材料是影響軸承壽命的兩大重要因素。熱處理對于軸承等零部件在使用條件下的顯微組織、力學性能、表面質量、尺寸形狀精度和穩定性均有重要影響,因此優化熱處理工藝、選擇適合的熱處理參數、獲得與工件的使用狀況和失效方式相適應的最佳綜合性能,是熱處理技術的重要課題。
1、軸承材料在汽車上的應用
眾所周知,軸承由外圈、內圈、滾動體和保持架四大部分構成,有的帶有密封圈,除了密封圈和保持架外,其余的制造材料主要是軸承鋼。
選擇汽車軸承的類型與型號時,主要依據承受的載荷性質、方向、大小、實際部位的工作環境以及對軸承的剛性、極限轉速、壽命、精度等方面的要求,一般由設計人員完成。軸承在整車上的應用十分廣泛,并且隨車輛類型、安裝部位和生產廠家的變化而變化,如圖1所示。

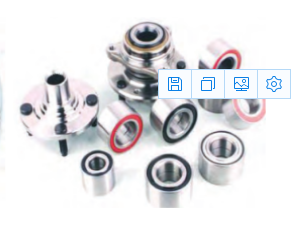
圖1 軸承在汽車上的應用實例
筆者曾走訪過國內的一些重要汽車軸承供應商,譬如上海人本、浙江萬向精工、湖北新火炬、常州光洋、洛陽東升、重慶長江等,下面僅結合汽車動力系統(發動機輔機如交流發電機、空調電磁離合器、張緊輪和惰輪等中的軸承)、驅動系統(變速箱中的軸齒、差速器、離合器等軸承)、輪轂軸承等相關產品作簡要介紹。
(1)動力系統軸承
發動機是汽車的心臟,源源不斷為其他部件提供動力。內部軸承先前以滑動軸承占主導,目前多數在改進軸承性能的前提下,采用密封球軸承,圖2為發動機輔機中的幾種典型軸承。
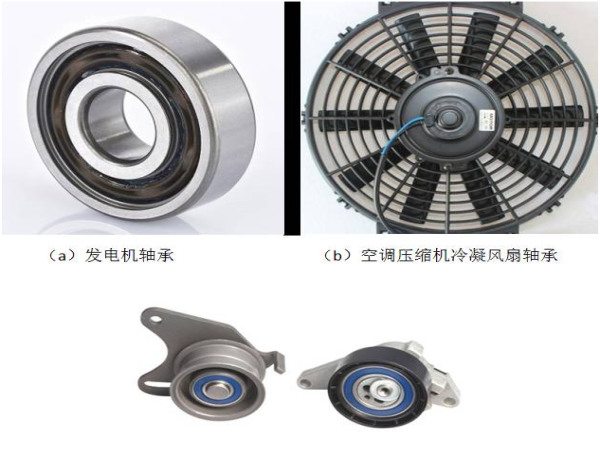
(c)張緊輪軸承

交流發電機軸承為單列密封球軸承,主要受向心力,要求在轉速超過2000r/min、溫度大于180℃的條件下依然能可靠運轉,套圈和滾動體采用高純凈GCr15制造,熱處理后硬度要求58~64HRC,保持架一般采用尼龍PA46,密封圈一般采用丙烯酸酯橡膠ACM,參考標準為JB/T8167—2006。
空調壓縮機電磁離合器軸承為雙列角接觸球軸承,外圈旋轉,空調皮帶輪的轉速7000-1300r/min,最高溫度160℃,材料同上,保持架由普通的單一球面兜孔一部分變成圓柱面,參考標準為JB/T10531—2005。
張緊輪和惰輪軸承為高性能密封球軸承,前者作用在同步傳動帶松邊上,后者作用在同步傳送帶緊邊上,材料基本同上,保持架可用工程塑料、也可用08鋼或10鋼制造,密封圈采用ACM或FPM(氟橡膠)制造,參考標準為JB/T10859—2008。
水泵軸軸承一般為雙列球軸承,徑向尺寸要小于一般軸承。它實質上是一個結構簡化了的雙支軸承系,兩個支承的軸承沒有內套圈,滾動體的滾道直接做在軸上,兩個支承的軸承外套圈做成一個整體,套圈的兩側用密封件封住,它的滾子通常由高鉻軸承鋼制造,軸、外圈的材料采用滲碳鋼或高鉻軸承鋼制造,參考標準為JB/T8563—2010。
(2)驅動系統軸承
傳動系統的典型代表為變速箱,它可根據手動(MT)、自動(AT)、無級變速(CVT)、雙離合(DCT)等,亦是應用軸承最多的部位。在變速箱中配合不同擋位往往有數個軸承,主要類型有球軸承、圓柱滾子軸承、圓錐滾子軸承、滾針軸承等。變速箱可看作成一個齒輪箱,在潤滑脂、防銹油中常含有雜質(鐵屑、毛刺、夾砂等),軸承在工作時轉速較高,導致使用壽命大大縮短。
圖3為我公司MA型手動變速箱的軸承位置示意圖(見圖中藍色標記部分),其中在一軸一擋位為深溝球軸承25D52E15,一軸五擋位為深溝球軸承25D62E17,二軸一擋位為圓柱滾子軸承32D62E16,二軸五擋位為深溝球軸承22D57E17。
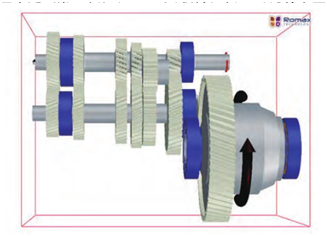
圖3 MA手動變速箱及差速器中的軸承位置
在差速器中還有兩個圓錐滾子軸承38D63E17,分別位于差速器殼左、右兩側,安裝在減速器殼承座孔上,它承受并傳遞差速器和減速器的驅動力,減小傳動摩擦阻力,提高傳動的效能和可靠性。
以上軸承的滾動體與內外圈材料都是以GCr15、100Cr6、SUJ2、SKF3為主,采用整體淬火+低溫回火,熱處理硬度60~63HRC(滾動體要求60~64HRC),尼龍保持架材料為PA46+30%GF,接觸式密封圈為ACM+SPCC,潤滑脂選用雪佛龍SRI-2(注脂量2.0~2.8g)。
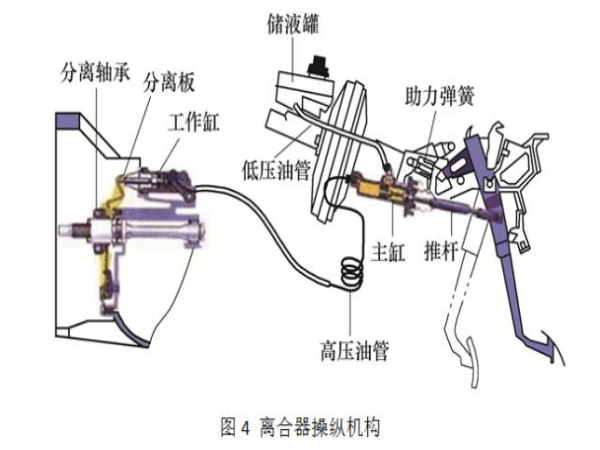
俗稱離合器彈子盤的離合器分離軸承如圖4所示位置,在踩下離合器踏板時可使承受彈簧推力的壓板或驅動盤向離合器罩殼方向移動,即翹動分離杠桿來克服壓板彈簧推力,以完成離合器的分離工作,目前還主要是依賴進口,滾動體為100Cr6,內外圈材料為C67S(要求最低表面硬度680HV),保持架為PA66+25%FV,密封采用氫化丁腈橡膠HNBR,具體可參看標準。
(3)汽車輪轂軸承
隨著汽車整體性能的提高,輪轂軸承的壽命、強度、剛度和免維護的要求日益嚴格,以及人們越來越體會到輕量化、可靠性、多功能和模塊化的重要性,汽車輪轂軸承正朝著高度集成化的方向發展。汽車輪轂軸承單元由最初的套圈鎖緊型和保持架鎖緊型單元(第一代),發展到外圈帶法蘭盤的第二代,再到大填球角壓配內圈也帶法蘭盤的第三代,可將帶有ABS的傳感器與法蘭盤等集成為一體,如圖5所示。它們均為雙列球軸承,用以承受包含整個車身的更大載荷,我公司現有車型中多數前輪輪轂軸承采用第一代,后輪采用第三代。例如,某車型輪轂軸承的內外圈及鋼球材料均為GCr15,法蘭盤材料為S55C,螺栓材料為SCM435,保持架為尼龍PA66+25%GF,組合式密封圈為NBR+SPCC/NBR+SUS430。

2、汽車軸承材料及性能要求
目前汽車正朝著輕型化、舒適、堅實、功率大、結構緊湊、經久耐用、加速性能好、可靠性能高等方面發展。另外,由于電子控制技術的進步,汽車也朝著耗能低、簡易方便、操作性強等實用性能方向發展,所以滾動軸承作為汽車支承用的重要部件,必須適應這種趨勢。
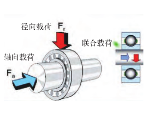
汽車軸承在服役過程中,滾動體和套圈滾動接觸表面要承受很大的接觸應力,經計算最高可達5000MPa,軸承運轉時除受到高頻、交變的接觸應力之外,除了有滾動還有滑動,還受離心力的作用,如圖6所示。
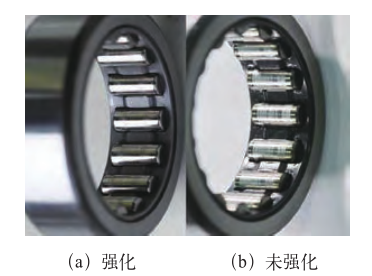
圖(6)發動機臺架耐久測試后的強化軸承與未強化軸承
據文獻記載,汽車軸承的主要失效模式有剝落、粘著、拉傷、斷裂、精度喪失、振動噪聲超標等,因此,對軸承鋼的性能有如下幾點要求:①高的純凈度。②低的氧含量。③高的硬度和耐磨性。④良好的尺寸穩定性。⑤足夠的抗壓強度。⑥良好的工藝性能。
軸承鋼作為重要的特鋼品種之一,其質量優劣和性能高低很大程度上反映著一個國家的冶金水平,汽車軸承用鋼占年產軸承鋼的40%左右,用量很大。汽車軸承的壽命與可靠性固然與最初設計、加工制造、潤滑、安裝和維護保養等有一定的關系,但原材料才是關鍵。
由上可知,在汽車軸承總成的幾大構件中,除了保持架由原始的沖壓用鋼改為普及的尼龍材料(如注塑成型的PA66+30%GF)和密封件較常采用橡膠材料(如ACM+SPCC、NBR+SUS430)外,我國汽車軸承的滾動體及內外圈大量使用的是高碳含鉻軸承鋼,為提高淬透性以適應零件壁厚變化的需要,增加Mo含量可發展出一系列高淬透性高碳鉻軸承鋼,適用于馬氏體淬火,也適于超厚壁軸承零件的貝氏體淬火,它們之間的化學成分有細微差異,如表1兩者的對比,其實這些鋼種都可以看作是GCr15的變種。
表1 GCr15與100Cr6化學成分(質量分數)對比表(%)

盡管其品種相對比較單一,但它也是結構鋼(齒輪鋼、軸承鋼、彈簧鋼、非調質鋼、冷鐓鋼)中質量要求最為苛刻的品種。苛刻的是需要提高鋼材的純凈度嚴格降低O、S、Ca、N、Ti等微量元素的含量,還需控制包括冶煉、澆鑄、軋制、鍛造等冶金成材過程中可能造成的缺陷,例如常采用真空脫氣、電渣重熔、爐外精煉等冶煉工藝。降低氧含量可以明顯延長軸承的疲勞壽命是業內一個不爭的事實,圖7給出了氧含量與軸承相對壽命的關系曲線圖。在國標GB/T 18254—2016中,對高碳鉻軸承鋼的O含量做了嚴格規定,實際生產中隨著冶金設備及工藝的開發控制更嚴,最低可達到5ppm以下的水平。另外,標準或技術協議中對冶煉方法、非金屬夾雜物、偏析、脫碳層、低倍組織、顯微組織、碳化物不均勻性、表面質量、尺寸允許公差等都有相關限定,鋼廠及軸承生產企業在鋼材進出廠時,必須嚴加檢測和嚴格管理,馬虎不得。
需補充說明的是,汽車軸承除了絕大部分為滾動軸承外,只有曲軸軸瓦、連桿瓦、活塞襯套、減震器用導向座、變速箱倒擋齒輪襯套等為滑動軸承,它們不涉及到熱處理,主要依靠粉末冶金燒結+滾壓的方式成型,材料一般是背面采用wC≤0.15%的鋼制造(如08Al)、主軸瓦為合金層(如Al-Sn20Cu或常見的錫基、鉛基、銅基或鋁基類軸承合金)。后文所討論的熱處理針對的也是汽車滾動軸承。![]()
3、汽車軸承熱處理技術
汽車軸承用鋼中主要添加加合金元素鉻的主要作用是提高鋼的淬透性,使零件在淬火、回火后整個截面上獲得較均勻的組織。鉻可形成合金滲碳體(Fe,Cr)3C,使奧氏體晶粒細化,加熱時降低鋼的過熱敏感性,提高耐磨性,并能使鋼在淬火時得到細針狀或隱晶馬氏體,使鋼在高強度的基礎上增加韌性,一般不需要對汽車軸承進行深冷處理,除非對零件尺寸的穩定性及殘留奧氏體的含量有特殊要求。
(1)汽車軸承零件的生產工藝路線:
鋼球滾動體的一般生產路線為:棒料→球坯熱鐓成形→光球(銼削)→軟磨→熱處理→硬磨→ 細研→精研(拋光)。內外套圈的一般生產路線為:管料(冷輾)→退火→車削→軟磨→熱處理→磨削→精加工。保持架的一般生產路線為:實體保持架(尼龍):毛坯→車削→拉、鉆窗口→表面處理。沖壓保持架(金屬):帶料或板料→成形→切底→沖窗口→壓坡→擴張→表面處理。汽車軸承的滾動體、外圈、內圈,輪轂軸承的二三代法蘭都要進行適當的熱處理,以充分發揮材料自身的潛力,獲得零件預期的性能并提高總成的使用壽命,主要有球化退火、整體淬火+低溫回火、化學熱處理、感應熱處理等方式。
(2)汽車關鍵軸承零件的熱處理概況:
下面從熱處理設備、工藝實例、技術要求、發展預測等作簡要介紹:
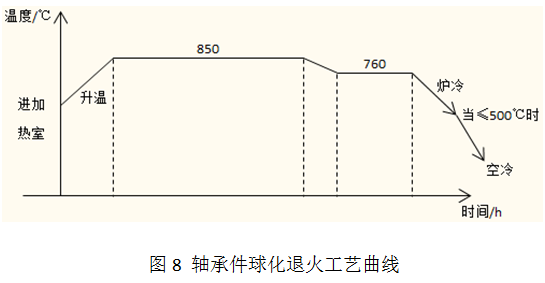
球化退火設備通常使用保護氣氛爐,使退火后的零件表面少、無氧化,并能提高軸承零件的材料利用率。軸承材料的加熱溫度為835~850℃,球化溫度為750~760℃,如圖8所示。
球滾動體經鍛造后,使用愛協林輥底式連續性氮基保護氣氛退火爐,如圖9a所示。球化退火溫度為760℃,氧勢≥900,露點≤20℃,丙烷流量0.18±0.02m3/h,爐內壓力150~300MPa,檢得硬度≤210HBW,脫碳層小于等于0.25mm、網狀碳化物≤CN4.2,鋼球整體淬回火后的硬度要求60HRC以上。

(a)氮基保護氣氛退火爐
(b)保護氣氛連續爐示意

(c)全自動中頻淬火回火線
圖 9 汽車軸承用熱處理設備
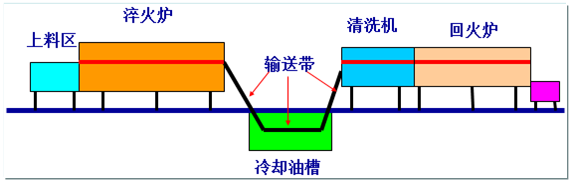
淬回火設備通常也使用保護氣氛爐型如鑄鏈爐、網帶爐或推桿爐,如圖9b所示,生產效率高、能耗低,常見的國內生產廠家有江蘇豐東、北方工業、杭州金舟等。
內外圈使用保護氣氛連續爐淬火,為減小變形,使用KR468G專用軸承淬火油并調整加熱溫度時間、輸送帶運行速度等參數或也可用鹽浴進行馬氏體分級淬火,工藝曲線如圖10所示,淬火后硬度達63~64.5HRC,經180±10℃回火后硬度61~63HRC,檢測套圈的錐度0.05mm左右,圓柱度≤0.15mm。
汽車輪轂軸承二三代帶有法蘭盤,材料為55Mn,要求淬火區域的表面硬度達60HRC以上。宜使用自動感應淬火生產線,如圖9c,冷卻介質選用濃度可調的水基淬火液,淬火液壓力0.2~0.6MPa,淬火后硬度62~65HRC,硬化層深2.2~3.4mm,圓度≤0.1mm,經(160±10)℃×(120±5)min整體回火后硬度60~63HRC,顯微組織3~6級。
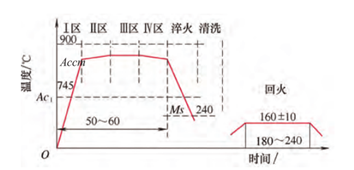
圖10 軸承件整體淬火回火工藝曲線
隨著國內熱處理設備和生產技術的不斷提高,應用在對汽車軸承零件生產加工上的已基本成熟。原來的箱式爐、井式爐、鹽浴爐、鼓形爐、普通空氣加熱爐等設備基本被淘汰,現大量普及的是保護氣氛設備輔以變壓吸附、膜制氮等技術,以托輥式網帶爐為主流的整體淬回火線和自動感應淬火回火線已成為主流。另外,由保護氣氛向可控氣氛過渡,爐控系統由單線計算機控制向集群式計算機控制,也將逐漸發展為兩大趨勢。
4、結束語
汽車軸承作為軸承的一個重要分支,有它處于汽車工業及總成運行環境的特點。除了改進結構設計及良好的密封和潤滑外,采用高純凈材料及合理的熱處理設備和工藝,可提高汽車軸承的可靠性并達到長壽命。
(來源:軸承雜志社)


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3
豫公網安備 41030502000528號
營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回