
機床主軸動態剛度測量系統
隨著設備智能化的提高,物聯網的發展,對機床設備熱位移的監測和補償、幾何誤差的測量和補償等提出了要求。為了防止抖振和進行主軸異常診斷以及預測剩余壽命等,需要通過軸承運行狀態的可視化來促進主軸單元狀態的監測。
1、常規主軸性能控制存在的問題
影響主軸性能的主要因素為軸承預緊力。較大的預緊力有利于剛度,但不利于高速,引起發熱,影響壽命特性;較小的預緊力有利于高速、發熱和壽命特性,但不利于剛度。此外,預緊力變化會造成主軸性能的不一致,進而影響加工件的精度。因此,獲得穩定主軸性能的一種潛在方法是適當的預緊力控制。
軸承預緊力通常根據主軸固有頻率、軸向靜剛度或啟動力矩進行設置,這些參數通常在主軸靜止時進行測量。然而,在加工過程中,主軸是旋轉的,因此預緊力會隨著離心力和熱量的影響而變化。此外,在主軸方向可改變的機床中,預緊力又因作用于軸承的主軸重力而改變,這取決于主軸方向。盡管存在這些點,但實際上沒有在主軸運行期間測量預緊力的情況。
JTEKT公司采用磁軸承技術開發的動態剛度測量系統,能在任意運行狀態下測量主軸性能。
2、設計特點
動態剛度測量系統如圖1所示。該系統由徑向激振器和軸向激振器組成,安裝在主軸箱上。采用非接觸法,利用電磁鐵的吸力將一個芯軸安裝在主軸端部,然后以不同頻率振動,用傳感器檢測此時的位移。
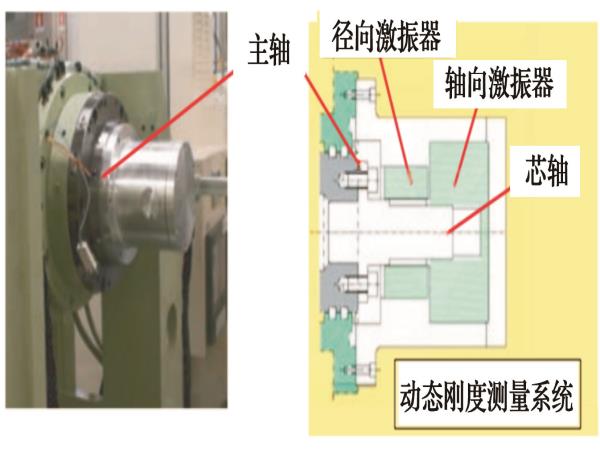
圖1 動態剛度測量系統原理
3、測量實例
當轉速為5 000 r/ min,且主軸在徑向振動時的動態剛度測量實例如圖2所示。X軸為輸入頻率,Y軸為量綱一的剛度。當頻率為900 Hz左右時剛度降低,并能確定主軸在徑向的一維固有頻率。
此外,主軸方向和轉速對固有頻率測量的影響如圖3所示。主軸固有頻率隨轉速的變化而變化,并且結果也隨主軸方向的不同而變化,這與考慮運行時軸承接觸角變化和主軸方向影響的理論值有很好的一致性,表明主軸運行時可測量主軸剛度。
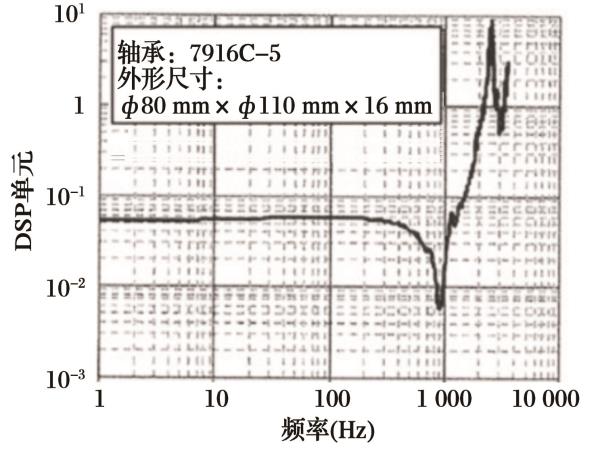
圖2 動態剛度測量實例
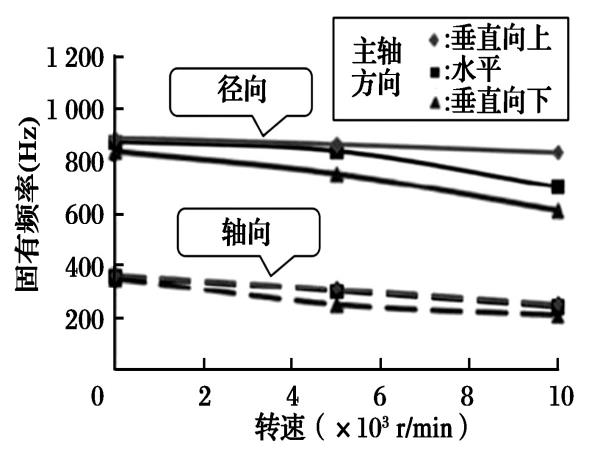
圖3 主軸方向和轉速對固有頻率測量的影響
基于以上結果,認為采用動態剛度測量系統將使以下方面成為可能。
1)主軸靜止時的剛度和固有頻率的測量——以與常規方法相同的方式應用于預緊力控制。
2)主軸轉動時的剛度和固有頻率的測量——通過確定主軸固有頻率,有助于優化加工條件,如防止抖振。
此外,由于在運行過程中測量主軸特性成為可能,相信在未來有可能通過主軸異常診斷等手段對主軸單元狀態進行監測,并將繼續推動發展建立動態剛度測量系統。


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3
豫公網安備 41030502000528號
營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回